Débuter en TIG: conseils, trucs et astuces pour bien démarrer
-
Salut,
Etant dans une école de design et féru de métal j’ai de nombreuses fois donné des cours de TIG pour débutants, (à tel point que j’ai souvent remplacé le professeur, jusqu’à avoir un contrat temps partiel l’an dernier avec l’ecole
 ) il est important de ne pas griller les étapes lors de l’apprentissage.
) il est important de ne pas griller les étapes lors de l’apprentissage.Pour de l’apprentissage c’est un bon exercice de commencer à souder sans métal d’apport. Attention ce n’est pas une soudure mécanique! Elle est souvent belle mais très fragile! C’est un exercice pour apprendre à gérer le bain de fusion, l’avancée de la chaleur sur la pièce et les réglages de base du poste.
Je conseillerai de baisser la sortie de gaz pour cet exercice comparé à la sortie nominale du poste à souder, cela fait de sacrées economies si on le fait avec son propre poste et donc sa bouteille.
L’affutage de l’electrode est un point essentiel pour faire de bonnes soudures. Il ne faut pas hésiter à passer du temps sur l’affutage (idéalement avoir une meule pas loin du poste). Et surtout toujours ré-affuter même si l’on ne touche qu’a peine avec la pièce à souder. c’est l’electrode qui fait le flux de gaz et qui transmet l’arc electrique. Si elle n’est pas en parait état, cela va tout de suite se voir sur la “flamme” qui sors: elle deviens difforme et verte.
un exemple de “bon” affutage;

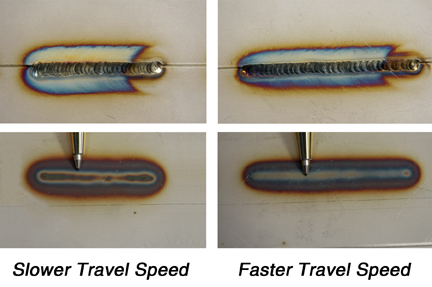
L’art de la soudure c’est de trouver SA vitesse: certains soudent vite a fort ampérage d’autres lentement à plus bas ampérage. La couleur en dit long sur le temps de chauffe de la pièce soudée:
 ?h=287&w=432&hash=CB5A991CFDDC3740CD8B3F7450EE36E0E862AD71)
?h=287&w=432&hash=CB5A991CFDDC3740CD8B3F7450EE36E0E862AD71)Faites des exercices dans l’ordre: soudure deux plaques de 2mm bord a bord, deux plaques de 2mm en vertical (90°),puis la meme chose en 1mm, puis tubes en profilé carré (pour apprendre à gérer des pieces creuses), pour enfin terminer sur le tube rond avec une gueule de loup.
a vérifier dans l’ordre pour le réglage d’un poste à souder:
EN TOUT PREMIER LA SORTIE DE GAZ, si on commence à souder sans gaz la piece que l’on soude va s’oxyder de ouf dingue, et l’electrode en tungstène va flamber dans la buse.
la Sortie: AC pour l’aluminium , DC pour l’acier
l’ampérage (theoriquement 25A par mm comme dit plus haut") j’ajouterais que les postes à souder plus récents sont devenus plus performant, maintenant on n’a plus besoin que de 20 amp/mm)
j’ajouterais que les postes à souder plus récents sont devenus plus performant, maintenant on n’a plus besoin que de 20 amp/mm)
La pince de masse est bien reliée à la pièce à souder.Puis viennent les reglages plus complexes à assimiler:
l’amorcage: lift arc ou haute fréquences
les réglages des courbes d’amorcage et d’évanouissement pour ne pas faire de trou au départ ou en fin de soudure. (essentiel pour l’aluminium, moins pour l’acier je trouve)
la sortie de gaz: combien de secondes l’argon sortira encore de la buse après le cordon de soudure (et donc garder l’environnement neutre)des petites astuces perso:
-achetez un écran a cristaux liquides, ca vaut vraiment le coup!
-pour souder à plat ne pas hesiter a poser la buse en ceramique sur la tole et se laisser glisser
-toujours pour la soudure à plat, sortez l’electrode a la distance qui est la plus agréable pour le geste
-ne buvez pas trop de café, ca dérange pour la gestuelle
-toujours pointer convenablement: NSEO = Nord sud est ouest! : la soudure au tig tire énormément sur la pièce!
-faire des essais sur des chutes de tubes de la meme pièce à faire, ca permet de trouver les reglages avant toute chose
-il n’y a pas de secret, des tubes bien grugés et alignés seront beaucoup plus simple à souder
-ne pas négliger le positionnement des pièces et bien les faire se tenir avec des pinces avant pointage
-une belle soudure, c’est dans quasi la totalité des cas une bonne soudure.
-Prendre son pied et souder en musique! -
Mudagoye, si tu regardes les photos des soudures de 44 bikes, j’ai l’impression que la zone chauffée est vraiment très réduite. Tu connais les raisons ? (en plus d’avoir un angle très pointu sur le tungstène)
-
Pour avoir une zone de chauffe très réduite il faut une buse et une electrode très fine, exactement le bon ampérage pour les tubes que l’on va souder et une gestuelle nette et précise.
En règle générale, on met l’amperage le plus haut possible pour faire le cordon (avant de faire un trou ) et on passe rapidement.
) et on passe rapidement.ps: je vois qu’il y en a d’autres qui trainent sur usinages.com, il y a de super soudeurs là bas qui font des motos merveilleuses!

-
44bikes utilise un miller maxtar avec pédale, tu mets l’ampérage max, pour moi sur les tubes vélo cela se limite à 80-90 A et tu contrôles ensuite le bain à la pédale. A noter que ces ampérages ne sont pas continus mais utilisés en mode pulsé, ce qui veut dire pas de changement de polarité comme pour l’alu mais juste un courant important suivi par un courant faible dans une même période, le tout modulé en amplitude par ton apuis sur la pédale. Si tu soudes en continu tu ne devrais pas avoir besoin de plus de 50 A aux jonctions avec la bdp… Je n’ai pas mes réglages précis en tête je vous les transmettrai quand je repasse dans mon atelier… L’avantage du pulsé est de mieux contrôler la vitesse d’avance, comment dire le courant faible permet de mieux voir ce que tu es en train de faire sans devoir avancer trop vite et malgré tout d’avoir un ampérage important pour ne pas rester trop longtemps ( bon en l’écrivant je suis pas certain que ce soit très compréhensible… Le mieux est d’essayer on voit l’intérêt de suite…). Juste avec le réglage j’ai pas mal diminué ma zone de chauffe, ensuite je suis passé aussi à des baguettes de 1mm iso 1,6mm car avec 1,6mm tu chauffes plus pour écrouler la baguette que pour mettre en fusion le tube !
Bon par contre le jour où je soude comme 44bikes je me dirai pro, j’en suis loin… -
Intéressant, faut que je teste le mode pulsé lors de mes derniers cours.
La pédale me semble être assez pratique en effet -
pour en revenir au metal d’apport, effectivement , bien souvent, on essais de prendre le meme metal ( tubes et apport).
après il y a les petites exceptions, et notre copain le 25crmo4 en fait parti…
il est conseiller de prendre du metal d’apport AWS ER 80D-2, pour des questions de résistance mécanique.
après ca c’est si on cherche vraiment la solidité. j’ai un pote qui soude ces cadres à l’inox, et ca bouge pas pour ses activités… ( city bike- cruiser)autre chose, n’oubliez pas que le 4130 se trempe à l’air, donc faite attention a pas refroidir les pièces trop rapidement (idéalement mettre de la laine de roche tout de suite après avoir fini la soudure). les soudures paresse moins belles, mais utiles si contrainte importante en vu
-
44bikes utilise un miller maxtar avec pédale, tu mets l’ampérage max, pour moi sur les tubes vélo cela se limite à 80-90 A et tu contrôles ensuite le bain à la pédale. A noter que ces ampérages ne sont pas continus mais utilisés en mode pulsé, ce qui veut dire pas de changement de polarité comme pour l’alu mais juste un courant important suivi par un courant faible dans une même période, le tout modulé en amplitude par ton apuis sur la pédale. Si tu soudes en continu tu ne devrais pas avoir besoin de plus de 50 A aux jonctions avec la bdp… Je n’ai pas mes réglages précis en tête je vous les transmettrai quand je repasse dans mon atelier… L’avantage du pulsé est de mieux contrôler la vitesse d’avance, comment dire le courant faible permet de mieux voir ce que tu es en train de faire sans devoir avancer trop vite et malgré tout d’avoir un ampérage important pour ne pas rester trop longtemps ( bon en l’écrivant je suis pas certain que ce soit très compréhensible… Le mieux est d’essayer on voit l’intérêt de suite…). Juste avec le réglage j’ai pas mal diminué ma zone de chauffe, ensuite je suis passé aussi à des baguettes de 1mm iso 1,6mm car avec 1,6mm tu chauffes plus pour écrouler la baguette que pour mettre en fusion le tube !
Bon par contre le jour où je soude comme 44bikes je me dirai pro, j’en suis loin…J’ai soudé avec un poste Miller pulsé et une pédale lors de mon stage chez oTm, c’est vraiment top! Ca donne un rythme, comme un métronome. Puis c’est confortable de pouvoir moduler l’arc: intensité max pour créer le bain de fusion, idem pour l’apport baguette, réduire lors des zones sensibles ou quand on sent venir le trou,…
Même au niveau de la mise en marche et de l’arrêt, je trouve ça beaucoup plus confortable qu’une gâchette. Ca permet de vraiment bien se poser sur sa passe, de la répéter à blanc, de bien tenir sa torche, puis de se dire “allez, j’y vais”.Pour le réglage du poste, on était vers les 100A, avec 25% d’une pulse en intensité max, et 75% en intensité min. L’intensité minimum était réglée de manière à atteindre 25% de l’intensité max. Ca permet de faire sa passe calmement sans surchauffer les tubes, plutôt que de se sentir sous pression et de vouloir aller vite pour ne pas percer.
Je ferai un CR complet de la réalisation de mon cadre gravel acier Colombus Zona quand j’aurai bien le temps!
-
44bikes utilise un miller maxtar avec pédale, tu mets l’ampérage max, pour moi sur les tubes vélo cela se limite à 80-90 A et tu contrôles ensuite le bain à la pédale. A noter que ces ampérages ne sont pas continus mais utilisés en mode pulsé, ce qui veut dire pas de changement de polarité comme pour l’alu mais juste un courant important suivi par un courant faible dans une même période, le tout modulé en amplitude par ton apuis sur la pédale. Si tu soudes en continu tu ne devrais pas avoir besoin de plus de 50 A aux jonctions avec la bdp… Je n’ai pas mes réglages précis en tête je vous les transmettrai quand je repasse dans mon atelier… L’avantage du pulsé est de mieux contrôler la vitesse d’avance, comment dire le courant faible permet de mieux voir ce que tu es en train de faire sans devoir avancer trop vite et malgré tout d’avoir un ampérage important pour ne pas rester trop longtemps ( bon en l’écrivant je suis pas certain que ce soit très compréhensible… Le mieux est d’essayer on voit l’intérêt de suite…). Juste avec le réglage j’ai pas mal diminué ma zone de chauffe, ensuite je suis passé aussi à des baguettes de 1mm iso 1,6mm car avec 1,6mm tu chauffes plus pour écrouler la baguette que pour mettre en fusion le tube !
Bon par contre le jour où je soude comme 44bikes je me dirai pro, j’en suis loin…J’ai soudé avec un poste Miller pulsé et une pédale lors de mon stage chez oTm, c’est vraiment top! Ca donne un rythme, comme un métronome. Puis c’est confortable de pouvoir moduler l’arc: intensité max pour créer le bain de fusion, idem pour l’apport baguette, réduire lors des zones sensibles ou quand on sent venir le trou,…
Même au niveau de la mise en marche et de l’arrêt, je trouve ça beaucoup plus confortable qu’une gâchette. Ca permet de vraiment bien se poser sur sa passe, de la répéter à blanc, de bien tenir sa torche, puis de se dire “allez, j’y vais”.Pour le réglage du poste, on était vers les 100A, avec 25% d’une pulse en intensité max, et 75% en intensité min. L’intensité minimum était réglée de manière à atteindre 25% de l’intensité max. Ca permet de faire sa passe calmement sans surchauffer les tubes, plutôt que de se sentir sous pression et de vouloir aller vite pour ne pas percer.
Je ferai un CR complet de la réalisation de mon cadre gravel acier Colombus Zona quand j’aurai bien le temps!
OK donc si j’ai bien compris:
100A pendant 25% de la pulse (durée?) et ensuite 25A pendant 75% du temps (durée?)
Tu avais quel diamètre de tungstène ?
Diamètre du métal d’apport ?
Je suis surpris des 100A (même pendant un petit lapse de temps…). Si tu ne mets pas le metal d’apport à ce moment t’es mort non?
Cela ne restent que des suppositions car j’ai pas encore fait de tubes aussi fins et surtout sans pulse…
On attend le CR détaillé !!! -
Le temps d’une pulse est également à déterminer en effet. Là je ne sais plus très bien. De même que pour le type de tungstène et baguettes utilisées. Je compte bien demander tout ça à Tom dès que j’aurai acheté un poste de qualité et fabriqué mon Jig. Je vous ferai savoir
En pulsé, même à 100A, tu peux déjà bien taper dans les grosses pièces avant d’avoir un bain de fusion. Après, il ne faut pas s’endormir sur un tube de selle en 0,8.
-
Super travail, les soudures ont l’air vraiment bien réalisées… Pour un premier cadre… Tu es doué !
Pour létemps d’une pulse je prends environ 1s, exactement comme je disais plus haut je vérifierai, pour le tungstène j’utilise les bouts jaunes (lanthane) ou bleus (multistrike, que j’aime moins je les trouve plus friables…). J’ai aussi utilisé les rouges au début qui sont maintenant interdites (metal radioactif). -
Super, merci pour les encouragements!
Je ne m’en suis pas trop mal sorti mais il y a quelques beaux gros ratés qui font tache, et mes soudures ne sont quand même pas très régulières. Mais je reviens super motivé à me relancer rapidement dans un second projet!J’aurais dit également un temps de 1 seconde. C’est un peu selon les préférences du soudeur, certains préfèrent une pulse rapide, d’autres une plus lente. Personnellement, j’ai vraiment apprécié ce rythme sur lequel se fixer un peu, ça m’a aidé à ne pas me précipiter, à me détendre un peu (ce qui ne fut pas simple).
En effet, le tungstène à bout rouge n’est plus autorisée. Pour les baguettes d’apport, on en a utilisé de 2 sortes, l’une plus fine que l’autre. La plus grosse était utilisée pour les zones plus sensibles, fines, où on risquait de manquer de matière et de percer. Ce qui n’a d’ailleurs pas évité l’un ou l’autre trou…récupérés en utilisant 2 baguettes d’apport!
")
-
Au centre de formation, nous utilisons des kemppi mls mastertig 2300 acx.
Bien sur, à mon niveau, on a du explorer 5% des capacités du poste, mais il est vraiment agréable (que ce soit la simplicité de reglage, les options etc).
J’avais un probleme: mes pointages etaient toujours assez gros (meme si toujours plus petit que le cordon de soudure) du coup, lors de la soudure, le cordon etait plus gros à chaque endroit pointé (le cas était moins flagrant lorsque je pointe sans métal d’apport mais visible quand meme).
Du coup hier j’ai découvert la fonction spot: magique au lien de 50A pour du tube de 2mm, j’ai réglé l’intensité à 120 ou 125A, un coup de spot (intensité max sur un lapse de temps très court) et paf, le tube est pointé, nickel. Le point est tout petit mais tient un minimum et ensuite impossible de savoir lorsque l’on passe dessus au moment de la soudure.
au lien de 50A pour du tube de 2mm, j’ai réglé l’intensité à 120 ou 125A, un coup de spot (intensité max sur un lapse de temps très court) et paf, le tube est pointé, nickel. Le point est tout petit mais tient un minimum et ensuite impossible de savoir lorsque l’on passe dessus au moment de la soudure.
Si seulement ce foutu poste était un peu plus abordable …
-
Je ne connaissais pas Kemppi.
Personnellement, j’envisage l’achat d’un Everlast PowerTig 200 EXT. Ils ont assez bonne réputation pour un prix plus contenu. Pas mal de gars qui ne veulent pas débourser plus de 3000$ pour un Miller Dynasty semblent se tourner vers Everlast. -
on en trouve en europe de ces bestioles? (POWERTIG 200DX)
-
j’ai trouver un document intéressant, toutes les bases.
ca peut servirhttp://www.soudure.fr/files/Guide_pratique_interne_procede_TIG.pdf
-
Juste, j’étais déjà tombé (sans me faire mal) sur ce document là
En fait le site soudure.fr est une vraie passoire, y a plein de fichier qui n’ont rien a voir (du spam)
Par contre si on filtre pour ne sortir que les fichiers PDF, ça donne ça http://www.google.be/search?q=site:http://www.soudure.fr/files/+filetype:pdf&hl=fr-BE&gbv=1&prmd=ivns&ei=6JRTVpTtIoWcUdainMgK&start=50&sa=N c’est de la doc de constructeur, mais ça peut etre intéressant
-
Bon, j’y vais de ma participation, ayant soudé presque 60 cadres de velo au tig a ce jour, je pense pouvoir recapiltuler les grandes lignes.
Toute les pieces doivent etre parfaitement PROPRE, ca parait con, mais c’est super important, donc nettoyer au papier de verre et ensuite a l’acetone.
Tous les ajustements doivent etre nickel, si t’as un demi millimetre, tu oublies, et quand je dit un demi millimetre, je suis gentil.
toute les pieces doivent etre parfaitement propre, je sais, je l’ai deja dit. mais c’est vital!!
l’electrode de tungstene doit toujours etre au plus proche de la soudure entre 1et 3mm max, a 45degrée, en avancant. et ne pas la sortir plus que le diametre de la buse.
Et des que l’electrode touche le bain de fusion, arretez tout de suite et la re-affuter.
Toute les infos au dessus sont PRIMORDIALE pour avoir une bonne soudure, je dis pas que l’on ne peut pas souder autrement mais pour avoir un beau cordon, c’est la seule solution, d’ailleurs un beau cordon se reconnais a ca couleur, si c’est gris, noir, ou autre c’est qu’il ya a un probleme.
Si c’est bleu, rouge, jaune et violet, c’est cool[
&imgrefurl=https%3A%2F%2Ffr.pinterest.com%2Fpin%2F318277898639384787%2F&h=315&w=600&tbnid=GWlq3mAqZRt3hM%3A&docid=ghwRfMAlGRJLVM&ei=c1XwVrGdFsS5as7DjvAM&tbm=isch&iact=rc&uact=3&dur=748&page=1&start=0&ndsp=29&ved=0ahUKEwjxov6ey9LLAhXEnBoKHc6hA84QrQMIeDAc&noj=1&safe=off)
Ensuite,
le gaz, ca sert a rien d’en mettre trop. et pour ca un debitmetre a bille est quasi obligatoire.il vaut mieux toujours soudé avec une baguette d’epaisseur similaire a ce qu’on veut souder
et forcement, avec des outils de qualités on fait du meilleur travail, mais il n’y a pas de secret, il n’y a que l’entrainement qui compte.
Pour l’amperage, autant y aller mollo, ca permet d’avoir le temps de reagir, ca sert a rien d’aller vite au debut mais faut quand meme que les pieces rentre en fusion.
Sinon sur Youtube ya les video de mr TIG qui sont bien (mais en anglais)
Voila
-
Je deterre ce topic pour des questions de débutant :
J’ai reçu mon gaz argon, et ai a priori tout bien raccordé avec un manomètre . Quand jouvre le gaz on dirait qu’il cherche a s’échapper quelque part, ça me paraît bizarre. Je précise c’est avec le poste eteint, peut être est ce normal et il faut que je lallume avant d’ouvrir le gaz? Aussi le manomètre (acheté doccas) semble avoir un filetage infini, j’ai l’impression que je ne peux pas le visser jusqu’à le fermer et ne plus pouvoir visser, est ce normal ?Ensuite quest ce que tu appeles debitmetre a bille ?
Aussi j’ai plusieurs réglages sur le poste (ESAB TIG je n’ai plus la ref exacte en tête ) et je ne sais même pas a quoi correspondent les différents pictogrammes, je suis complètement largué et le poste ayant été acheté doccas je n’ai aucune notice ni rien… -
Oula, j’ai l’impression que tu es un peu parti la fleur au fusil mais bon maintenant que l’achat a été effectué il faut y aller!
Normalement un poste éteint ne fuit pas: c’est parti pour la détection de fuite avec de l’eau savonneuse. L’as tu testé chez le vendeur? Si oui fuyait il ?
Un débitmètre à bille est simplement un débitmètre où le gaz fait monter une bille dans un cylindre de verre gradué et ainsi te permet de lire le débit:

D’après la réf du poste que tu as posté dans un autre topic, voici le manuel: https://manualzz.com/download/51942784
-
@steinman
Merci beaucoup pour ta réponse, je vais prendre le temps de lire ce manuel j’y trouverais sûrement les infos au sujet des réglages.
Effectivement je suis carrément parti la fleur au fusil ^^
Pour le gaz j’ai posé la question ici car ça me semble être tellement basique et évident que cest pas le genre d’info que je vais trouver sur un manuel ou sur internet facilement. Par exemple je me demandais, mais il me semble bien que oui, si le manomètre fait office de détendeur ou s’il faut en plus un détendeur.
Celui que j’ai acheté est plutôt comme ça :
https://images.app.goo.gl/LCCyzezTmdhGsdMU6
Et je n’ai pas pu le tester puisque le poste et les accessoires ont été envoyés …
Encore merci de m’avoir trouvé ce manuel je vais me plonger la dedans.