Usinages (JIG)
-
@alexP33 Fais quand même faire un devis rapide chez des boites locales, on sait jamais. Prix en acier ou alu, nuance quelconque.
-
Je vais le faire, j’ai retrouvé un contact sur Lyon avec qui je bossais quand j’étais dans l’automobile. Ca va venir mais il faut que j’avance et les chantiers sont nombreux ! Ca c’est en plus du boulot et de la reprise sérieuse de l’entrainement pour un ultra, autant dire que le projet risque d’avancer à un rythme de sénateur.
Je vous tiens informé de toute façon.
-
@alexP33 si tu as des plans de définition, même sans grande précision pour des cônes, bagues etc tu peux faire une demande de devis sur usineur.com , des pros te feront des propositions de prix livraisons incluses selon tes besoins.
Je proposerai bien mes services pour fabriquer des pièces mais ça doit rester simple… -
@alexP33 Si tu veux réduire les coûts essaie de voir si d’autres ici seraient intéressés par ce genre de pièces
") , histoire d’en faire plusieurs sets.
, histoire d’en faire plusieurs sets. -
Salut,
moi je peux te proposer de les faires avec ou sans factures envois moi des plans avec tolérances quantités , j’ai du 2017 en stock sinon je peux faire en acier …
Bon dimanche
-
Bonjour à tous
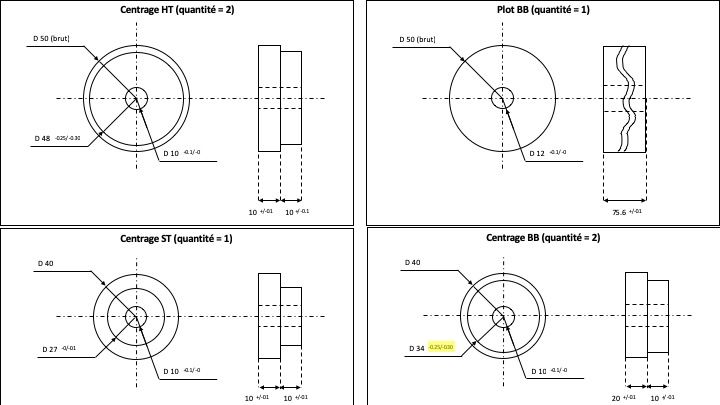
Est ce que certains sauraient me dire quelle tolérance il faut prévoir sur le diamètre des pièces de mise en position des tubes (HT, BB et ST). Je pensais mettre -0.05/-0.10 ou carrément -0.1/-0.2 par rapport au diamètre nominal intérieur mais est ce suffisant pour tenir compte des déformations lors du pointage ? (la zone de centrage ferait 10 mm).
Alex
-
J’ai pas trop de succès que ce soit pour le JIG ou les tolérances mais j’insiste sait on jamais.
Voilà un premier jet des pièces à tourner. Si kk1 est intéressé faites le savoir, il faut encore que j’affine, je peux prendre vos désideratas (par exemple faire en sorte d’avoir deux diamètres pour passer des HT EC34 ou des tubes de selles en 31.8).
-
Bonne question pour la tolérance… de base j’aurais bien dit également -0.1 en moyenne (-0.05/-0.15)
Un cône pour le seattube te permet d’avoir plusieurs diamètres de tube sans changer de pièce
-
@alexP33 Salut !
Quitte à s’offrir un usinage, autant qu’il soit polyvalent. Pour la douille, je ferais un étage diamètre 44 (43,8 en fait) et un autre à 34 (33,8, en fait). voire un à 29,8 si tu veux travailler du 1".
Et pour facilement insérer la douille sur ta pièce, prévois des chanfreins ! (au pif, je dirais entre 10° et 25°) Ça vaut aussi pour le support de boîtier de pédalier.
Et partout où c’est possible, des cônes plutôt que des plats, comme ça tu règles le sujet des tolérances et ton centrage est optimal. (en haut du tube de selle, en haut de la douille de direction, et éventuellement la pièce qui viendra serrer le boîtier.Tu peux voir les interfaces de mon gabarit, que j’aimerais présenter en détail un jour.
-
C’est quoi l’intérêt des plats ?
De prime abord, vu de mon niveau de débutant, des cônes partout ça serait plus efficient non ?
Hey les gens ! Mappisez vous ! >>> https://www.veloartisanal.fr/topic/313/geolocalisation
Vous avez dit Tallbike ? https://www.veloartisanal.fr/topic/408/tallbikes/7?_=1640939953269
-
@alexP33 bonjour,
Comme les autres suggestions un cône pour le ST c’est ce qu’il y’aura de plus pratique.
Et egalement si tu as la possibilité d’augmenter un peu ton diamètre de centrage ( tige filetée je pense) genre 12 ou14mm ça rigidifie un peu plus l’ensemble.
Pour les tolérances 0,1 en dessous du diamètre nominal c’est bien mais ça peux coincer selon les déformations, parfois il faut tapoter pour faire sortir le centrage.
Je regarde un peu tes plans en détails et je te dis si j’arrive à te sortir des pièces,a moins que quelqu’un ce soit déjà manifesté. -
Merci pour vos retours.
J’hésite effectivement pour des cônes sur le ST et la partie haute du HT. Pour le reste oui pour les chanfreins (merci ca fait bien longtemps que j’ai pas fait de dessin industriels… 24 ans exactement) et pour 2 / 3 diamètres de HT. Pour la fixation du boitier de pédalier je vais sans doute garde comme ça et en acier car je pensais m’en servir pour le contrôle et les éventuels besoins de redressage. Vous sauriez d’ailleurs me donner la dimension exacte des boitier de pédalier “bruts”. J’ai trouvé 68.5 pour avoir 0.5 à usiner au moment du surfaçage et de la reprise des taraudages, est ce général ?
@jay-kay l’avantage de cette solution est que j’espère pouvoir maitriser les cotes critiques grâce à ce système via la position des pièces sur le marbre. Quand t’as des cônes t’es obligé de te référer aux tubes que tu va souder. J’ai dans l’idée de monter mon cadre de CLM qui a un boitier BSA pour faire une référence et travailler en écart.
-
@jay-kay Tout dépend du gabarit utilisé.
Sur le mien, le boîtier et le bas de la douille de direction ont un écart en X et un en Y.
Le boîtier est le zéro vertical, et le bas de la douille est le zéro horizontal.
Pour donner l’angle de chasse, le profilé qui tient la douille pivote autour d’un axe qui passe par le bas de la douille.
Avoir un plat me permet de positionner précisément la hauteur de la douille sur l’axe de mon pivot.
L’inconvénient : je suis soumis aux tolérances d’usinage donc je perds un pouillème en précision gauche-droite (Z), et surtout, c’est plus compliqué à usiner qu’un cône.@alexP33 j’ai des boîtiers de 68,5 moi aussi.