Problème de technique
-
Bonsoir,
j’ai un petit souci de technique. Parfois quand je brase (brasure laiton), la brasure ne veux pas coller à certains endroits, elle fait des “patates” qui ne s’étalent pas quand je les chauffe, mais qui au contraire éclatent.
Je pense que c’est éventuellement le flux (j’utilise des baguettes SIF 101, avec le flux qui va avec de chez ceeway) qui est “cramé”, épuisé. Mais pourquoi ici, et pas ailleurs. J’en mets une bonne dose, j’ai essayé tel quel en pâte, ou dilué à l’eau, ça change rien.
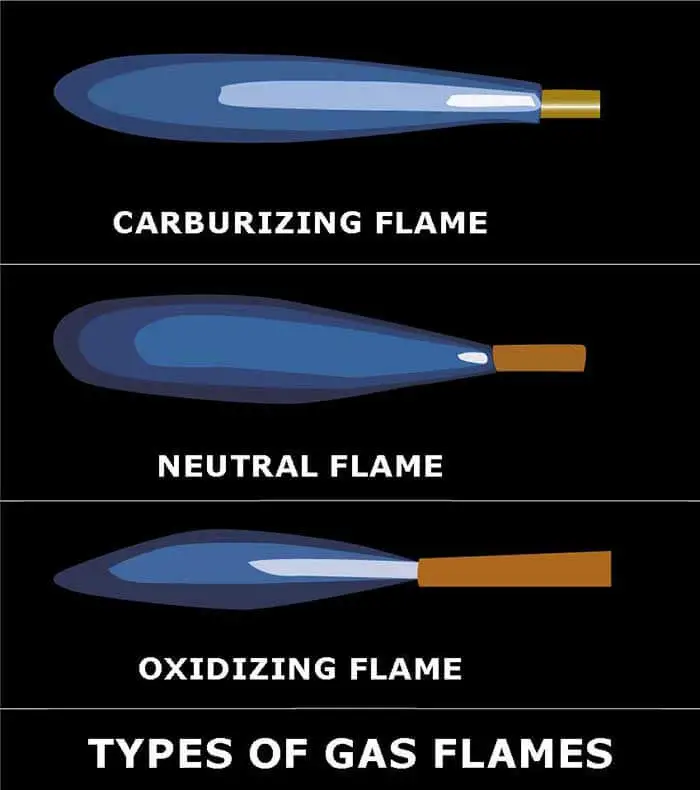
Le problème vient surement de la chauffe, et donc de la flamme. Trop d’oxygène?
J’ai beau regarder les vidéos de paul Brodie, c’est pas évident de bien capter à quoi doit ressembler la flamme, entre l’anglais plus le rendu vidéo…
Merci -
@yo Salut à toi et bienvenus sur le forum !
alors tu as déjà des pistes de réponses dans ta question !
ton problème peut être lié à plusieurs facteur , comme tu le disais le flux brulé en est un !si la brasure ne colle pas mais qu’elle éclate c’est que tu chauffe trop !( d’où le flux brulé !)
Pour pouvoir vraiment t’aider , il vas falloir que tu nous décrive ton matériel et tes réglages !
je suppose que tu travaille avec un chalumeau oxygène et acétylène?
quels sont tes réglages de pression d’oxygène et d’acetylene ?
quelle taille de buse utilise tu ?
et sur quelle épaisseur de tube t’exerce tu ?pour essayer de te décrire ce à quoi doit ressembler une flamme neutre , c’est un dard bien lumineux ( d’environ un petit centimètre de long) et aux bords net ,dans une beau panache bleuté ! ( si tu porte des lunette de soudeur ou de soleil bien sombre tu le verras facilement )
ensuite pour la quantité des flux et sa consistance : pour la soudobrasure laiton, pas besoin d’en mettre beaucoup , sinon tu auras de forts risque d’inclusion dans ton bain de métal en fusion !

là tu as l’exemple de ce que donne une couche légère âpres pointage , ça à vitrifié des manière uniforme et il n’y a pas de surdose( tu peut voir la quantité appliquée au préalable sur la partie qui n’as pas été chauffé est est donc resté blanche )pour ce qui est de la consistance ( si employé mélangé à de l’eau à) ça doit ressembler à de la glace en train de fondre ! ( si tu utilise le Low fuming bronze de chez Cycle design livré en pâte , tu n’as pas besoin de le re diluer , juste d’en appliquer une légère couche sur tes tubes bien dépolis et dégraissé ! )
au plaisir d’arriver à t’aider a distance
")
-
@arnau2d4 quelques précisions, en effet je brase avec un poste oxy acétylène, l’oxygène est réglée à 1.5 bar, et l’acétylène à 0.5 bar.
J’utilise une buse de 250 (trop gros?), pour braser sur du tube acier de base de supermarché, des tubes de 1.5 mm d’épaisseur.
Ma flamme a un dard plutôt plus court, genre 0.5 cm, puis un panache bleuté de peut être 4 ou 5 cm.
Pour le flux, oui j’utilise le LFB de chez cycledesign, et c’est vrai que c’est une patte. Quand je chauffe, avant de poser la brasure, je vois des petits points très rouges parmi le flux, il ne me semble pas très homogène. Problème de chauffe? de réglage de flamme?
Question, quand on chauffe les tubes avec un bon réglage de flamme, est ce que cela “flambe” beaucoup autour du métal quand on approche la flamme. Quand j’essaye de mettre moins d’oxygène, que le panache bleu grandit, alors il y a pleins de flammes quand je suis “sur” le métal pour le chauffer.
Désolé, je sais que comme ça à distance c’est pas l’idéal! -
@yo a dit dans Problème de technique :
@arnau2d4 quelques précisions, en effet je brase avec un poste oxy acétylène, l’oxygène est réglée à 1.5 bar, et l’acétylène à 0.5 bar.
sur les réglages de bases tu as tout bon !

J’utilise une buse de 250 (trop gros?), pour braser sur du tube acier de base de supermarché, des tubes de 1.5 mm d’épaisseur.
ho putain oui !!
 , c’est monstrueusement énorme du 250l/H ,
, c’est monstrueusement énorme du 250l/H ,
pour te donner une base de comparaison, j’ai finis de souder au laiton un morceau d’un cargobike chez un pote qui bosse aussi avec une chalumeau oxy/acétylène ,et pour braser une tube de 1,5/2mm d’épaisseur sur une plaque de 3mm, j’ai fait çà avec une buse de 40l/h ! diminue la taille de ta buse et ta chauffe seras plus douce !Ma flamme à un dard plutôt plus court, genre 0.5 cm, puis un panache bleuté de peut être 4 ou 5 cm.
ça me semble pas mal !
Pour le flux, oui j’utilise le LFB de chez cycledesign, et c’est vrai que c’est une patte. Quand je chauffe, avant de poser la brasure, je vois des petits points très rouges parmi le flux, il ne me semble pas très homogène. Problème de chauffe? de réglage de flamme?
alors tu peut le mélanger sauvagement avec une baguette en bois et s’il te semble trop pâteux , y a jouter un tout petit peu d’eau et re mélanger ( par petite dose , y pas grand chose de plus désagréable qu’un flux trop liquide --’)
pour les petit poins rouge que tu vois , c’est effectivement des cristaux plus gros que les autres qui passent de l’état solide a l’état vitreux sous la flamme , il y en auras toujours un peu mais effectivement en mélangeant et diluant un peu ton pots de flux tu devrais réduire le phénomène . La pour le coups c’est vraiment dut à la consistance du produit et pas du tout à ta flamme.Question, quand on chauffe les tubes avec un bon réglage de flamme, est ce que cela “flambe” beaucoup autour du métal quand on approche la flamme. Quand j’essaye de mettre moins d’oxygène, que le panache bleu grandit, alors il y a pleins de flammes quand je suis “sur” le métal pour le chauffer.
je pense que le phénomène de " gros panache diffus " est surtout dut au fait que tu utilise une buse qui à un très gros débit , passe sur la 40l/H et dis moi si le phénomène est toujours le même !
-
Ah, bah ça va beaucoup mieux comme ça!
La flamme est plus délicate à régler, je l’ai éteinte plusieurs fois en ouvrant trop l’oxygène.!!
Je me suis fait une petite gueule de loup en tube de 25 et 1.5 mm d’épaisseur, et je n’ai rien cramé, c’est beaucoup moins speed, je maitrise mieux le “bain”.
Voici 2 petites photos (j’espère que c’est comme ça que l’on fait)
DSC00657.JPG

Merci beaucoup, je crois que le problème ne venait ni du flux, ni de la qualité de la flamme, mais de sa puissance qui cramait tout! -
y’a qu’une photo qu’est partie, voici l’autre côté

-
@yo impec !!
-
Pour ce genre d’épaisseur je mettrais plutôt du 100l/mn, mais bon, c’est pas mal une question d’habitude ! Après, le phénomène que tu décris arrive souvent aussi avec de l’acier de mauvaise qualité, mon impression c’est que des impuretés (carbone ?) remontent en surface dès que tu chauffes un peu trop. Dans ce cas en général j’arrête, je nettoie bien (lime/abrasif), je mets du flux (en plus du gas-fluxer) et je recommence doucement…
-
Je suis en accord avec Arnaud et François sur tous leurs conseils.
De notre côté chez Botch, on a toujours utilisé des baguettes enrobées de laiton pour ne jamais se soucier de la compatibilité avec le bon flux, la quantité de flux à déposer…
Pour des questions de productivité on utilise une buse de 150l/mn mais quand on a des stagiaires je leur monté généralement une buse de 100l/mn. Avec l’habitude du TIG, ça ne me dérange pas d’avoir un rythme rapide à la flamme.Je rajouterai un point qui est indispensable pour réussir n’importe quel assemblage soudé, brasé ou soudobrasé :
La préparation !- Bien blanchir les matériaux de bases. Pour ça tu as le choix de l’outil : meuleuse, lime, papier abrasif… Continuer à enlever de la matière jusqu’à supprimer la totalité de la calamine, oxydation…
- Bien dégraisser l’assemblage aussi bien à l’intérieur qu’a l’extérieur comme dans t-on assemblage tube/tube. Pour ça, un chiffon de coton propre et de l’acétone.
Pour un assemblage réussi, c’est beaucoup de préparations en amont ! Tu ne gagneras jamais du temps à vouloir sauter les étapes de préparation.
Depuis que je suis technicien, quand je demande : "Pourquoi ?"
Et que l'on me répond : "Parce que c’est comme ça !"
Ma curiosité me pousse à chercher plus !
« Je n’ai pas de talent particulier, je suis passionnément curieux. » Albert EINSTEIN -
Tiens je m’incruste ici pour poser une question de plus
")
Je me questionne pas mal sur le cordon interne, dans l’idéal vous diriez qu’il doit remonter de combien à l’intérieur ? juste quelques millimètres suffisent ? ou juste voir un petit bourrelet suffit ?Parce que j’ai l’impression que blanchir trop l’intérieur du tube peut provoquer des risques de rouilles si de l’eau ou de l’humidité s’accumule dans le tube qui a été blanchit trop loin et donc pas recouvert par la brasure non ?
-
Merci pour ces conseils. J’essaierai à l’occas avec une buse de 100 pour voir ce que ça donne!
-
@yo Salut, bienvenu.
Je vais mettre mon grain de sel aussi, tiens
Pour le choix de la buse, j’avais appris (en qualification gaz, donc plutôt en métallerie générale que dans la finesse, mais ça reste intéressant) que pour souder à l’oxyacétylène on comptait 60l/h par mm d’épaisseur à fondre, et pour soudobraser, deux fois moins, soit 30l/h/mm.Si tu soudobrases du 1.5mm, alors ça donnerait donc 45l/h, donc buse de 40 ou 60.
ça permet de prendre le temps, pour apprendre, c’est bien. Avec l’habitude et le tact, tu peux augmenter.
{kind=link}