Débuter en TIG: conseils, trucs et astuces pour bien démarrer
-
Mais si tu n’as jamais touché un chalumeau ou autre, avant de commencer sur du tube, commence sur du fer plat, epaisseur 1 à 2mm
Et tu fais plusieurs metres de soudure, Le but étant de bien comprendre comment ca se passe avec le bain de fusion, le métal d’apport mais aussi les réglages selon ton poste et ce que tu soudes.
autre point fondamental: il faut toujours pointer l’intégralité de la piece ou des pièces avant de souder/braser sinon tu vas avoir des déformations.
Une fois que tu geres les parametres, ce n’est plus que de l’entrainement, mais il n’y a pas de miracle.Apres, il ne faut pas limiter un cadre aux soudures/brasures. C’est souvent ce qui est le plus visiblement mais avant cela, tu dois avoir des tubes parfaitement en place.
Le désavantage du TIG par rapport à la brasure, c’est que le TIG ne permet pas de corriger des erreurs lors de la coupe de tes tubes.
Sur mon premier cadre, certaines intersections de tubes étaient nickel,donc pas de probleme pour TIG ou brasure. mais si tu y va un peu fort sur la scie ou la lime (ce qui arrive vite), tu peux rattraper le jeu à la brasure en chargeant un peu avec le métal d’apport. le TIG ne te permettra pas ca. C’est pourquoi on dit que c’est généralement un peu plus pointu au TIG -
tu peux rattraper le jeu à la brasure en chargeant un peu avec le métal d’apport.
tu peux effectivement rattraper, ou boucher un jeu. mais ca va aussi déformer l’assemblage autour de ce jeu. Donc déformer le cadre si on parle d’un brasage autour d’une jonction de tube. Quand on fait du soudo brasage ou du brasage, le contrôle des jeux est essentiel pour minimiser les déformations.
un cadre à raccords pardonne un peu plus les erreurs de grugeage qu’un soudo brasé ou un tig. Seulement un peu !
En soudo brasé , si tu as un jeu d’un coté, le bronze va avoir tendance à “refermer” l’assemblage et ainsi à générer une déformation.
D’où l’importance d’avoir des jolis grugeages, bien en phase -
Je confirme l’importance primordiale des grugage. Sur le premier test de cadre que j’ai fait grugage de merde résultat cadre pas roulable et tout est partie du jeu entre le tubes.
Les soudures soudobrasé ca tire dure avec ou sans pointage.
-
Merci pour vos avis et conseils.
Je suis parfaitement conscient qu’un sage d’une semaine a ses limites et que je ne dois pas m’attende à assembler des cadres chez moi dès mon retour.
Mais je crois que j’en ai besoin pour démystifier un peu la chose.Je suis assez partisan de l’apprentissage par essai/erreur, et j’aime développer mes propres méthodes dans ce que je fais selon les compétences et la matériel dont je dispose. On verra une fois rentré, mais je répète que je n’en resterai pas là.
Je ne suis absolument pas équipé, je n’ai rien si ce n’est lesquelles outils du bricolo de base, un pied et un casier Park Tool pour la mécanique courante.
Je pense que ce n’est pas une mauvaise chose. J’achèterai au fur et à mesures des besoins, sur conseil, plutôt que de m’entêter à fonctionner avec du matos inadapté.Là j’ai deux anciens cadres VTT en CroMor qui vont passer à la disqueuse afin de me servir de base d’essai soudure TIG sur tubes. Avant je vaisme trouver de la tôle plate. On verra ce que ça donne.
Quand vous parlez de bien nettoyer avant soudure, vous auriez plus de détails svp?
Le gaz avant et après soudure, c’est de l’argon pour inerter?
Pour pointer un assemblage, vous faites genre 4 points de soudure à 0,3,6,9h autour du tube?
Les baguettes d’apport, il y en a de plusieurs diamètres? Pourquoi? Je ne parle même pas encore du choix du métal d’apport…Merci!
Phil -
Normalement, si tu soudes (pas la brasure), le métal d’apport doit être le même que le métal soudé car tu as une fusion des deux.
Ai ce n’est pas le cas, il faut trouver une nuance qui se rapproche le plus possible de ton métal.La taille des baguettes, si c’est comme le chalumeau, il faut que ça se rapproche de ton épaisseur à souder. Car si tu as trop gros ou petit, tu as un métal qui va entrer en fusion beaucoup trop avant l’autre.
Oui pour le pointage de tube c’est 0/6/3/9 et la il faut que tu vérifies le positionnement
Mais commence par souder des plats et ensuite tu attaques les tubes. Sur un tube, il faut faire pivoter le tube au fur et à mesure, il faut toujours souder à plat ou presque
Pour nettoyer il faut poncer, dégraisser et sécher.
Comme ca la pièce est propre. Si tu as des pièces épaisses, il faut faire un chanfrein. Mais ce n’est pas le cas pour les cadres de vélo donc on ne va pas s’embêter avec ces détails -
Bonjour,
en complément de tout ce qui a été dit j’ajouterai:
- la qualité de la cagoule: certains écrans de cagoule sont trop foncé à protection égale. Je n’ai toujours pas compris pourquoi…
- le positionement de ton éclectrode: la difficulté de souder sur du rond, c’est de maintenir l’electrode bien perpendiculaire à ton joint de soudure.
- l’affutage de l’électrode et la propreté de ton joint de soudure.
- se dégager du temps et bien s’installer!
Une des grosses frustrations du TIG c’est le paramétrage de l’appareil (surtout quand il faut gérer la coordianation des deux mains!). Si tu fais ton stage chez OTM, Tom te montrera comment régler le poste en mode “pulsé” et avec une pédale pour controler l’intensité du courant. Ce sont des fonctions hyper confortable mais malheureusement tout les postes TIG amateur n’en sont pas équipés.
les vidéos youtube de pithy bike sont interessantes pour le TIG.
Je dois avoir une doc très basique pour le tig si cela t’interesse.
-
Bonjour,
pour se former à la théorie et bien comprendre les principes sur soudeur.com il y a cette documentation venant de esab:
http://www.soudure.fr/files/Guide_pratique_interne_procede_TIG.pdf
bonne lecture.
-
Super, merci pour tous ces conseils!
Je me la coule toujours douce en vacances dans le Lubéron là, mais je vais attaquer ça au retour.En attendant, je vais déjà lire le document dispo en lien. Je suis preneur de l’autre documentation basique aussi, par MP si c’est mieux
")
Merci!
-
Début de la formation TIG ce soir, pas évident mais assez similaire au chalumeau pour le moment mais bon c’est encore sans métal d’apport donc ça ne compte pas
-
Pas de métal d’apport? Là je ne comprends plus rien!
")
-
En gros la soudure, c’est la fusion du metal. C’est pour cela que tu dois avoir des metaux identiques.
Dans certains cas, tu peux juste faire fondre chaque coté, le bain de fusion va etre a cheval sur les deux coté et lorsqu’il sera refroidi, les deux plaques ne feront q’une.
Tu peux souder sans métal d’apport (on fait toujours cela au début) pour maîtriser le bain de fusion et lorsque tu as peu de contraintes sur la pièce (que ce soit de force ou esthétique). une fois que tu maitrises ton bain de fusion, tu peux t’entrainer avec le metal d’apport.ici http://www.usinages.com/threads/assemblage-tig-sans-apport.41040/ ils confirment que les propriétés mécaniques sont moins bonnes lorsqu’il n’y a pas de metal d’apport (qui je le repete doit se rapprocher le plus possible du métal soudé)
-
Ok, merci pour ces précisions!
J’ai une “initiation” TIG demain chez un ami, je me réjouis de voir ce que ça va donner… -
Je pense qu’il faut y aller progressivement:
1. Reglage : quel amperage (25ampère par millimetre pour du plat, cela change si angle ou tube mais tu verras plus tard); affutage du tungstene; mise en place des pièces
2. Gestion du bain de fusion d’abord sans métal d’apport, pas besoin de se compliqué la tâche pour débuter.Pour le moment j’ai trouvé cela très similaire au chalumeau (si tu as déjà soudé ou brasé avec tu ne seras pas perdu)
-
Et vu qu’il y a du gaz inerte pour protéger la soudure, le métal n’est pas contaminé
Puis pour faire des lignes au début, autant apprendre sans baguette (c’est déjà suffisamment compliqué )
-
Salut,
Etant dans une école de design et féru de métal j’ai de nombreuses fois donné des cours de TIG pour débutants, (à tel point que j’ai souvent remplacé le professeur, jusqu’à avoir un contrat temps partiel l’an dernier avec l’ecole
 ) il est important de ne pas griller les étapes lors de l’apprentissage.
) il est important de ne pas griller les étapes lors de l’apprentissage.Pour de l’apprentissage c’est un bon exercice de commencer à souder sans métal d’apport. Attention ce n’est pas une soudure mécanique! Elle est souvent belle mais très fragile! C’est un exercice pour apprendre à gérer le bain de fusion, l’avancée de la chaleur sur la pièce et les réglages de base du poste.
Je conseillerai de baisser la sortie de gaz pour cet exercice comparé à la sortie nominale du poste à souder, cela fait de sacrées economies si on le fait avec son propre poste et donc sa bouteille.
L’affutage de l’electrode est un point essentiel pour faire de bonnes soudures. Il ne faut pas hésiter à passer du temps sur l’affutage (idéalement avoir une meule pas loin du poste). Et surtout toujours ré-affuter même si l’on ne touche qu’a peine avec la pièce à souder. c’est l’electrode qui fait le flux de gaz et qui transmet l’arc electrique. Si elle n’est pas en parait état, cela va tout de suite se voir sur la “flamme” qui sors: elle deviens difforme et verte.
un exemple de “bon” affutage;

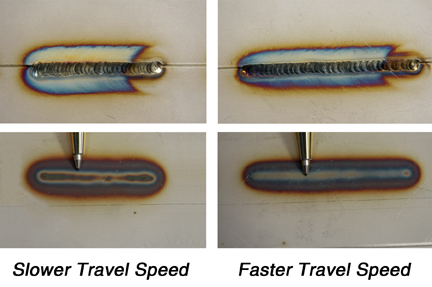
L’art de la soudure c’est de trouver SA vitesse: certains soudent vite a fort ampérage d’autres lentement à plus bas ampérage. La couleur en dit long sur le temps de chauffe de la pièce soudée:
 ?h=287&w=432&hash=CB5A991CFDDC3740CD8B3F7450EE36E0E862AD71)
?h=287&w=432&hash=CB5A991CFDDC3740CD8B3F7450EE36E0E862AD71)Faites des exercices dans l’ordre: soudure deux plaques de 2mm bord a bord, deux plaques de 2mm en vertical (90°),puis la meme chose en 1mm, puis tubes en profilé carré (pour apprendre à gérer des pieces creuses), pour enfin terminer sur le tube rond avec une gueule de loup.
a vérifier dans l’ordre pour le réglage d’un poste à souder:
EN TOUT PREMIER LA SORTIE DE GAZ, si on commence à souder sans gaz la piece que l’on soude va s’oxyder de ouf dingue, et l’electrode en tungstène va flamber dans la buse.
la Sortie: AC pour l’aluminium , DC pour l’acier
l’ampérage (theoriquement 25A par mm comme dit plus haut j’ajouterais que les postes à souder plus récents sont devenus plus performant, maintenant on n’a plus besoin que de 20 amp/mm)
La pince de masse est bien reliée à la pièce à souder.Puis viennent les reglages plus complexes à assimiler:
l’amorcage: lift arc ou haute fréquences
les réglages des courbes d’amorcage et d’évanouissement pour ne pas faire de trou au départ ou en fin de soudure. (essentiel pour l’aluminium, moins pour l’acier je trouve)
la sortie de gaz: combien de secondes l’argon sortira encore de la buse après le cordon de soudure (et donc garder l’environnement neutre)des petites astuces perso:
-achetez un écran a cristaux liquides, ca vaut vraiment le coup!
-pour souder à plat ne pas hesiter a poser la buse en ceramique sur la tole et se laisser glisser
-toujours pour la soudure à plat, sortez l’electrode a la distance qui est la plus agréable pour le geste
-ne buvez pas trop de café, ca dérange pour la gestuelle
-toujours pointer convenablement: NSEO = Nord sud est ouest! : la soudure au tig tire énormément sur la pièce!
-faire des essais sur des chutes de tubes de la meme pièce à faire, ca permet de trouver les reglages avant toute chose
-il n’y a pas de secret, des tubes bien grugés et alignés seront beaucoup plus simple à souder
-ne pas négliger le positionnement des pièces et bien les faire se tenir avec des pinces avant pointage
-une belle soudure, c’est dans quasi la totalité des cas une bonne soudure.
-Prendre son pied et souder en musique! -
Mudagoye, si tu regardes les photos des soudures de 44 bikes, j’ai l’impression que la zone chauffée est vraiment très réduite. Tu connais les raisons ? (en plus d’avoir un angle très pointu sur le tungstène)
-
Pour avoir une zone de chauffe très réduite il faut une buse et une electrode très fine, exactement le bon ampérage pour les tubes que l’on va souder et une gestuelle nette et précise.
En règle générale, on met l’amperage le plus haut possible pour faire le cordon (avant de faire un trou ) et on passe rapidement.
) et on passe rapidement.ps: je vois qu’il y en a d’autres qui trainent sur usinages.com, il y a de super soudeurs là bas qui font des motos merveilleuses!

-
44bikes utilise un miller maxtar avec pédale, tu mets l’ampérage max, pour moi sur les tubes vélo cela se limite à 80-90 A et tu contrôles ensuite le bain à la pédale. A noter que ces ampérages ne sont pas continus mais utilisés en mode pulsé, ce qui veut dire pas de changement de polarité comme pour l’alu mais juste un courant important suivi par un courant faible dans une même période, le tout modulé en amplitude par ton apuis sur la pédale. Si tu soudes en continu tu ne devrais pas avoir besoin de plus de 50 A aux jonctions avec la bdp… Je n’ai pas mes réglages précis en tête je vous les transmettrai quand je repasse dans mon atelier… L’avantage du pulsé est de mieux contrôler la vitesse d’avance, comment dire le courant faible permet de mieux voir ce que tu es en train de faire sans devoir avancer trop vite et malgré tout d’avoir un ampérage important pour ne pas rester trop longtemps ( bon en l’écrivant je suis pas certain que ce soit très compréhensible… Le mieux est d’essayer on voit l’intérêt de suite…). Juste avec le réglage j’ai pas mal diminué ma zone de chauffe, ensuite je suis passé aussi à des baguettes de 1mm iso 1,6mm car avec 1,6mm tu chauffes plus pour écrouler la baguette que pour mettre en fusion le tube !
Bon par contre le jour où je soude comme 44bikes je me dirai pro, j’en suis loin… -
Intéressant, faut que je teste le mode pulsé lors de mes derniers cours.
La pédale me semble être assez pratique en effet -
pour en revenir au metal d’apport, effectivement , bien souvent, on essais de prendre le meme metal ( tubes et apport).
après il y a les petites exceptions, et notre copain le 25crmo4 en fait parti…
il est conseiller de prendre du metal d’apport AWS ER 80D-2, pour des questions de résistance mécanique.
après ca c’est si on cherche vraiment la solidité. j’ai un pote qui soude ces cadres à l’inox, et ca bouge pas pour ses activités… ( city bike- cruiser)autre chose, n’oubliez pas que le 4130 se trempe à l’air, donc faite attention a pas refroidir les pièces trop rapidement (idéalement mettre de la laine de roche tout de suite après avoir fini la soudure). les soudures paresse moins belles, mais utiles si contrainte importante en vu