Du sur mesure pour ma douce…
-
Et la raison pour laquelle les petits cadres, et ceux des femmes en particulier, chez les industriels ont un angle généralement important (74°), c’est parce que ces industiels ont peur de la reaction de la clientele en matiere de toe overlap. Ils preferent donc relever l’angle de selle et degager la roue avant le plus loin possible…).
Salut,
justement avec une distance boitier / axe avant de 560, tu n’as pas peur du toeoverlap… c’est quand même un truc qui peut déranger pas mal de gens.donc c’est parti pour les manchons de direction. J’ai pris un tube de diametre interne de 31.9, et j’ai réduit son diametre externe à 33.5 sur mon tour. C’est assez proche de l’épaisseur d’un raccord. Du coté du tube de selle, j’ai sacrifié un raccord dont l’arriere me plait bien, et j’ai enlevé le manchon du tube transversal :
quelle est la reférence / fournisseur de ton tube de manchonage pour le tube de direction.
C’est une technique que j’aimerais bien faire un jour. J’ai juste un peu peur de voir le “faux lug” se débrasser au momment de la soudo. Mais c’est une technique très jolie je trouve (MAP en fait de magnifiques).
Bon courage. Ca va etre un jolie projet.
-
Bonjour,
le problème du toe overlap n’en est pas un … car je prends des jantes de 26" ! donc si le FC (front center) est relativement bas, il y a quand meme beaucoup plus de dégagement qu’avec une roue de 700. De plus, c’est vraiment un faux probleme : jetez un coup d’oeil à tous les vélos de ville en petite taille, le toe overlap est bien là, et ca ne gene pas vraiment.
En fait, le critère réellement important est bien le FC car il conditionne le comportement du vélo par la répartition des masses du cycliste sur le cadre. Pour un petit cadre, si on ne veut pas redresser le tube de selle afin d’augmenter le FC(ce qui mettrait la douce sur l’avant), on pourrait diminuer l’angle de direction et augmenter le déport de fourche. Mais ca ferait un avant pas vraiment agréable.Le tube de manchonnage est un tube vraiment basique (je crois qu’il vient de chez http://www.aircraftspruce.eu/?lang=fr. On peut aussi en trouver chez Ceeway avec la bonne épaisseur). J’ai reduit le diametre exterieur sur mon tour, le diametre interne était le bon. Le manchon ne va pas se débricoler lors de la soudo du TT, car ce manchon sera brasé au bronze lui aussi. Ce serait différent si j’avais brasé le manchon à l’argent (car c’est bien plus facile qu’avec du bronze) puis soudo brasé au bronze .Quoi que … je l’ai fait sur mon VTT au niveau du tube de selle, et ca n’a pas bougé (le manchon est plus long dans ce cas cependant, donc on chauffe moins près des bords) :

-
Une petite journée dans l’atelier :
tout d’abord, brasage des manchons sur le tube de direction, au bronze. Il faut chauffer beaucoup pour bien faire pénétrer, et c’est une technique que je ne maitrise pas aussi bien qu’avec l’argent, dont j’en met un peu partout et il y a pas mal de zones de surchauffe :

Le tout dans l’eau chaude pendant quelques heures pour virer ce flux bronze qui est vraiment dur
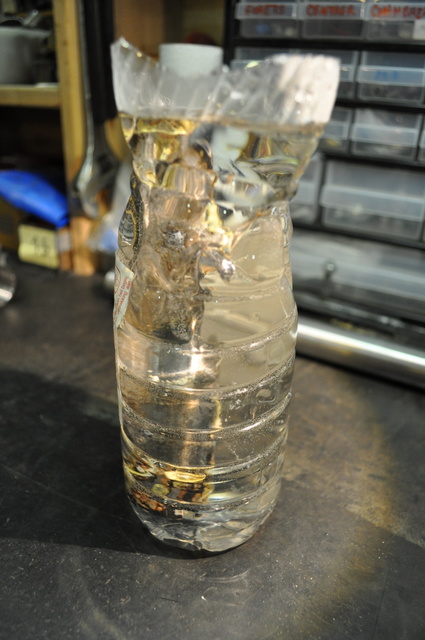
Et j’attaque le nettoyage. Malgré l’aspect cramé, après dissolution du flux la brosse et la toile permettent de voir quelque chose de plus correct. Mais il me faut bien 1h30 de boulot pour arriver à mes fins :


Le tube de selle est bien plus simple (pour moi) car il est brasé à l’argent. Ca chauffe beaucoup moins, et la brasure coule beaucoup plus facilement, à condition d’avoir fait un bon nettoyage des pièces et de la brasure, et de bien mettre du flux partout.
Je commence toujours par braser les portes bidons, arrêts de gaine et patte de dérailleur, AVANT de braser les tubes les uns sur les autres. La raison, c’est que ces brasages peuvent plier le tube, ou induire des contraintes dans le cadre si on les fait en dernier. Dans le cas présent, c’est seulement apres les portes bidon et surtout la patte de dérailleur, qui est un peu massive donc qui a besoin de chaleur, que je pointe le tube de selle sur mon marbre avec le boitier, et que je le brase ensuite hors du marbre (ou du jig) :


Je m’assure de la pénétration de la brasure jusqu’au point de sortie:

Je ne passe que 15 minutes à nettoyer les brasures argent. Le tube de selle et le tube de direction sont prêts:

Les prochaines étapes : réglage du jig, découpe des tubes transverse et oblique, et préparation pour le soudo brasage.
A bientôt
Et là, juste 15 minutes de brossage : le tube de selle et le tube de direction sont prêts:
-
toujours impeccable !
Tu as pris quoi comme tubes ?
Tu mets quelque chose pour proteger après le nettoyage à l’eau? ou alors c’est de l’inox? -
Le plus dur quand on voit tout ça et qu’on est débutant, c’est de ne pas se décourager.
")
Très beau travail!
-
Merci pour vos commentaires.
c’est du Columbus Cromo et Zona. Vu la taille du cadre, j’aurai peut être du prendre du Life ou du Spirit pour avoir un peu plus de souplesse. On verra bien.Je suis loin d’être expérimenté, c’est mon 10eme cadre. C’est sur qu’avoir fait un stage de 15 jours chez un cadreur, ca aide beaucoup. Mais il faut aussi beaucoup pratiquer sur des tubes d’essai (je passe mon temps à en faire quand je veux appliquer une technique que je ne connais pas bien) et savoir aussi reconnaître quand on a un peu merdé :

Je pense que les forums aident énormément aussi, pour peu qu’on y passe du temps afin de faire le tri. C’est pour ca que j’aime bien velocipedesalon, car il y a des conseils de cadreurs hyper pointus. Ce sont ces conseils que j’applique (il faut chercher les Doug Fattic, Richard Sachs, Eric Estlund, ….en plus, ils répondent si on leur pose une question).
-
Il faut vraiment que j’essaie l’argent.
Il est vrai que le nettoyage du flux bronze c’est pas le plus sympa. Beau boulot.
-
Si ce n’est pas indiscret, je peux te demander chez qui tu as eu l’occasion de faire un stage de 15 jours stp?
C’est sur, il y a beaucoup à apprendre, mais je ne doute pas que la plupart des gars passionnés ne rechignent pas à partager leurs connaissances.
Je commence donc petit à petit, et je suis assez encouragé en voyant le travail actuel de certains qui s’y sont mis il a à peine 2-3 ans, voir moins!Tu n’utilises que la brasure? pas de TIG?
Ca serait chouette une petite section du forum qui expliquerait les avantages, intérêts et inconvénients des différentes techniques selon le type de cadre voulu.Merci.
Phil -
Idem, je suis à la recherche d’un stage et pas de réponse de Francois pour le moment. Tu l’as fait chez lui non?
Et donc pour proteger les tubes apres nettoyage tu te sers de quoi ?
Masterpiou, n’hésite pas à ouvrir tes propres sujets par exemple “construction d’un jig”, ou “quelle type de brasure” et on viendra répondre de manière ciblée. Surtout au début ou on a toujours 1000 questions (et meme au bout d’un cadre et sans doute meme au bout de 10
") )
)
Ca permet aussi de retrouver des infos plus simplement que si on met tout dans un post -
Je poursuis vite le HS:
Pour ma part, je vais en stage chez OtM début novembre
Je ne connais pas François. Je sais que chez Atelier Titane (Grade 9) ils proposent aussi une formule de cours. Mon idée première était d’aller à la Bicycle Academy en Angleterre, mais je préfère acquérir des bases en français, je serai plus à l’aise et spontané dans mes questions. J’envisage d’aller à Londres (ou ailleurs, chez Enigma par exemple) après pour peaufiner.Donc je risque d’en ouvrir des posts après mon retour parce que je compte bien ne pas en rester à un cadre d’essai!
-
C’est pas du HS, c’est un forum pour échanger sur comment on passe de vraiment débutant à débutant confirmé …
J’avais fait un stage de 15 jours aux US chez Dave Bohm. A l’époque, à part Dave Yates en Angleterre, il n’y avait rien en Europe. Depuis, il y a en effet plusieurs “écoles”. Cependant, et sans vouloir polémiquer ou critiquer, je me demande ce que valent la plupart d’entre elles.
Je ne protège pas les tubes, c’est vraiment juste après les avoir frotté. En fait, les aciers modernes sont de moins en moins oxydables. Mon VTT qui roule sans peinture depuis 3 mois n’a que très peu de traces, et ca s’oxyde principalement dans les zones où on met les mains, ou bien là où la sueur tombe. Le blabla qu’on voit sur l’avantage de l’inox en matière d’oxydation, ben, c’est du blabla… En revanche, l’inox est bien plus difficile à braser, et ca coute bien plus cher.
Pour le jig, je pense que ce n’est pas la priorité. Il est bien plus utile de chercher un marbre d’au moins 100X60 et de pointer dessus. Le jig ne permet que d’aller plus vite, ce qui n’est en aucun cas nécessaire pour un débutant qui a besoin au contraire d’aller lentement.
-
OK merci pour les infos
je m’etais renseigné sur les différentes formations mais bon, les US, avec le prix du voyage et hébergement ca fait tout de suite un bout…J’attends qu’Edelbike redemarre pour voir si ca l’interessait ce genre de formation. Dans l’idée, j’aime bien ce qu’il fait (que ce soit la manière et le résultat)
Perso pour les tubes, je suis du genre à pas mal transpiré. Ajouté à ca la chaleur de cet été, mon cadre est… tout rouillé. Alors pour le moment ce n’est que superficiel mais bon. Tremper l’ensemble dans l’eau, si tu n’as rien pour protéger l’intérieur des tubes, je serais moyennement rassuré…
-
Pendant la soudure, les tubes peuvent s’oxyder là où ils ne sont pas protégés par le flux. D’où l’interet de bien mettre du flux. Ensuite, il est très important de bien nettoyer l’interieur des tubes, car plus c’est propre moins ca s’oxyde.
Je ne mets de la protection à l’intérieur du cadre que lorsque celui ci est completement terminé, peinture inclue. En effet, les framesaver et autres protections contiennent des produits qui ne sont certainement pas compatibles avec la chaleur du chalumeau, et même peut être pas avec le four de l’émailleur. Donc c’est à réserver vraiment pour la fin.
-
Le but recherché pour mon stage, c’est surtout de “démystifier” la réalisation complète d’un cadre.
Je suis certain que ça va déjà répondre à un paquet de questions auxquelles j’aurais été confronté seul dans mon garage si je m’étais lancé comme ça. D’ailleurs je ne me serais certainement pas lancé. Là je fais un bon premier pas et il tiendra à moi par la suite d’en tirer le bon et le moins bon.
J’ai eu 2 échos positifs de personnes qui font toujours des cadres aujourd’hui, dont une qui en a fait son activité. On verra.J’ai déjà appris ici: la brasure argent est plus fluide et pénétrante que le bronze, le traitement des tubes à reserver pour la toute fin du process, je pourrais me fournir un bon marbre avant de me lancer dans un JIG…
Je progresse -
Pendant la soudure, les tubes peuvent s’oxyder là où ils ne sont pas protégés par le flux. D’où l’interet de bien mettre du flux. Ensuite, il est très important de bien nettoyer l’interieur des tubes, car plus c’est propre moins ca s’oxyde.
Je ne mets de la protection à l’intérieur du cadre que lorsque celui ci est completement terminé, peinture inclue. En effet, les framesaver et autres protections contiennent des produits qui ne sont certainement pas compatibles avec la chaleur du chalumeau, et même peut être pas avec le four de l’émailleur. Donc c’est à réserver vraiment pour la fin.
bonjour,
et il ne faut pas oublier que le “flux” est un acide. Il serait dommage d’en laisser trainer à l’intérieur de nos beaux vélos en tube de qcques 1/10ème…. d’où l’“obsession” des cadreurs de tremper les cadres dans un bain. Il faut aussi penser à laisser les tubes bien “communiquant” entre eux, non seulement pour la soudure, mais aussi pour l’évacuation de l’eau de trempage.
A+
-
@masterpiou, j’ai fait le stage chez tom, c’etait très bien mais si je devait le refaire, je lui demanderais de le faire avec un outillage moindre, car il est mieux équipé que la plupart de nous.
Si tu y vas n’hésite pas à lui demander d’être dans les conditions qui te semble plausible pour chez toi. Si tu n’a pas de fraiseuse fais les grugage avec un template papier et scie puis lime, sinon arrivé chez toi tu sera tout perdu.
Idem pour le TIG, j’ai voulu faire TIG et soudo-brasure pour mon cadre, mais je n’ai qu’n poste oxy du coup l’apprentissage du TIG ne me sert pas pour le moment chez moi et je n’ai fais que très peu de brasure alors que je pourrais le faire chez moi.
-
@masterpiou, j’ai fait le stage chez tom, c’etait très bien mais si je devait le refaire, je lui demanderais de le faire avec un outillage moindre, car il est mieux équipé que la plupart de nous.
Si tu y vas n’hésite pas à lui demander d’être dans les conditions qui te semble plausible pour chez toi. Si tu n’a pas de fraiseuse fais les grugage avec un template papier et scie puis lime, sinon arrivé chez toi tu sera tout perdu.
Idem pour le TIG, j’ai voulu faire TIG et soudo-brasure pour mon cadre, mais je n’ai qu’n poste oxy du coup l’apprentissage du TIG ne me sert pas pour le moment chez moi et je n’ai fais que très peu de brasure alors que je pourrais le faire chez moi.
Michael, je crois que tu mets le doigt sur plein de points très pertinents, en particulier en matière d’outillage et de temps passé en stage. Le biais induit par ces stages, en particulier ceux de courte durée, c’est qu’ils reposent beaucoup sur le matos qu’on met à disposition des stagiaires : fraiseuses, gabarits, jigs, etc… On en arrive à fabriquer un vélo en étant complètement assisté de A à Z, et quand on revient dans notre garage, on est à poil. A moins évidement d’investir 25K€ pour reproduire l’atelier du cadreur. Et en faisant ça, on ne fait que se reposer sur les outils et on n’essaye pas de se construire une expérience basée sur l’expérimentation lente.
Un stage de 5 jours chez OTM va permettre de voir comment ça se passe, avec des moyens permettant de faire un cadre en 5 jours (fraiseuses, jigs, etc…). Je ne remet pas en question le travail d’OtM, je dis juste qu’il ne faut pas s’attendre à repartir et à pouvoir refaire ce qui a été fait aussi directement. Même après 11 jours de stage chez Bohemian Cycles, j’ai du tout reprendre à zéro. Aujourd’hui, je commence juste à bien comprendre comment la brasure coule dans un raccord, et comment ne pas engorger les bords de raccords. Je suis toujours à mille lieux de savoir faire un beau congé de soudobrasage, et je suis à peine en train de comprendre quelle doit être la séquence de brasage d’un triangle avant pour contrôler la distorsion. Dernier exemple, je commence juste à être potable avec une lime. Tous ces points, qui sont absolument fondamentaux pour faire un cadre correct, seront évoqués par OtM lors du stage, car il les maitrise naturellemet après un grand nombre de tubes qui sont passés dans ses mains (et certinement un grand nombre d’erreurs pendant un certain temps)
Ces stages, c’est donc super, mais il ne faut pas en revenir et se mettre à acheter une fraiseuse, un jig et des gabarits, et à vouloir faire des cadres en inox ou en life. Il faut en revenir conscient de certaines techniques, et se mettre à bosser avec :
- 1 (très) bon étau
- Des (très) bonnes limes
- Des blocs pour tubes
Avec ca, on peut commencer à gruger des tubes pas trop fins jusqu’à ce que ca tombe parfaitement, en utilisant des gabarits papier - un poste oxy acetylene
- des manchons de 1mm
Avec ca, on peut commencer à faire des soudo brasures avec du bronze, et à braser à l’argent des manchons - un marbre et de l’astuce (ainsi que des pièces de maintien tournées par vous si vous avez accès à un tour, ou bien par des usineurs qui sont assez facile à trouver, ici ou sur usinages.com)
Avec ca, on peut faire ses premiers cadres, chaque étape nécessairement un peu longue par manque de matos permettant de comprendre exactement ce qu’il se passe et ce qu’il faut améliorer.
J’ai l’impression de faire un peu vieux con en disant tout ça, mais je suis persuadé que c’est comme ça qu’on peut progresser si on n’a pas un instructeur qui regarde ce que l’on fait par dessus l’épaule.
-
+1
-
Question bete: les supports de tubes que tu poses sur ton marbre, tu les as acheté/recupéré ou ?
-
tu parles de ça ?
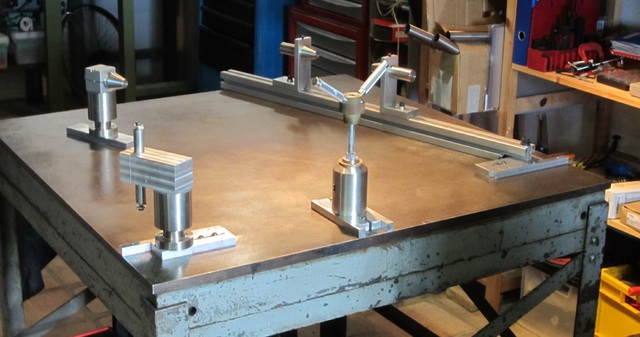
c’est fait à partir de plaques d’alu pour les supports et d’inox pour toutes les pièces cylindriques ou coniques. C’est un usineur que j’avais contacté sur le site de usinages.com qui m’avait tourné toutes les pieces, car les dimensions étaient trop importantes pour mon petit Maximat. Pour toutes les autres pièces, j’avais fait ca avec ma perceuse principalement