Du sur mesure pour ma douce…
-
Je poursuis vite le HS:
Pour ma part, je vais en stage chez OtM début novembre
") Je ne connais pas François. Je sais que chez Atelier Titane (Grade 9) ils proposent aussi une formule de cours. Mon idée première était d’aller à la Bicycle Academy en Angleterre, mais je préfère acquérir des bases en français, je serai plus à l’aise et spontané dans mes questions. J’envisage d’aller à Londres (ou ailleurs, chez Enigma par exemple) après pour peaufiner.
Je ne connais pas François. Je sais que chez Atelier Titane (Grade 9) ils proposent aussi une formule de cours. Mon idée première était d’aller à la Bicycle Academy en Angleterre, mais je préfère acquérir des bases en français, je serai plus à l’aise et spontané dans mes questions. J’envisage d’aller à Londres (ou ailleurs, chez Enigma par exemple) après pour peaufiner.Donc je risque d’en ouvrir des posts après mon retour parce que je compte bien ne pas en rester à un cadre d’essai!
-
C’est pas du HS, c’est un forum pour échanger sur comment on passe de vraiment débutant à débutant confirmé …
")
J’avais fait un stage de 15 jours aux US chez Dave Bohm. A l’époque, à part Dave Yates en Angleterre, il n’y avait rien en Europe. Depuis, il y a en effet plusieurs “écoles”. Cependant, et sans vouloir polémiquer ou critiquer, je me demande ce que valent la plupart d’entre elles.
Je ne protège pas les tubes, c’est vraiment juste après les avoir frotté. En fait, les aciers modernes sont de moins en moins oxydables. Mon VTT qui roule sans peinture depuis 3 mois n’a que très peu de traces, et ca s’oxyde principalement dans les zones où on met les mains, ou bien là où la sueur tombe. Le blabla qu’on voit sur l’avantage de l’inox en matière d’oxydation, ben, c’est du blabla… En revanche, l’inox est bien plus difficile à braser, et ca coute bien plus cher.
Pour le jig, je pense que ce n’est pas la priorité. Il est bien plus utile de chercher un marbre d’au moins 100X60 et de pointer dessus. Le jig ne permet que d’aller plus vite, ce qui n’est en aucun cas nécessaire pour un débutant qui a besoin au contraire d’aller lentement.
-
OK merci pour les infos
je m’etais renseigné sur les différentes formations mais bon, les US, avec le prix du voyage et hébergement ca fait tout de suite un bout…J’attends qu’Edelbike redemarre pour voir si ca l’interessait ce genre de formation. Dans l’idée, j’aime bien ce qu’il fait (que ce soit la manière et le résultat)
Perso pour les tubes, je suis du genre à pas mal transpiré. Ajouté à ca la chaleur de cet été, mon cadre est… tout rouillé. Alors pour le moment ce n’est que superficiel mais bon. Tremper l’ensemble dans l’eau, si tu n’as rien pour protéger l’intérieur des tubes, je serais moyennement rassuré…
-
Pendant la soudure, les tubes peuvent s’oxyder là où ils ne sont pas protégés par le flux. D’où l’interet de bien mettre du flux. Ensuite, il est très important de bien nettoyer l’interieur des tubes, car plus c’est propre moins ca s’oxyde.
Je ne mets de la protection à l’intérieur du cadre que lorsque celui ci est completement terminé, peinture inclue. En effet, les framesaver et autres protections contiennent des produits qui ne sont certainement pas compatibles avec la chaleur du chalumeau, et même peut être pas avec le four de l’émailleur. Donc c’est à réserver vraiment pour la fin.
-
Le but recherché pour mon stage, c’est surtout de “démystifier” la réalisation complète d’un cadre.
Je suis certain que ça va déjà répondre à un paquet de questions auxquelles j’aurais été confronté seul dans mon garage si je m’étais lancé comme ça. D’ailleurs je ne me serais certainement pas lancé. Là je fais un bon premier pas et il tiendra à moi par la suite d’en tirer le bon et le moins bon.
J’ai eu 2 échos positifs de personnes qui font toujours des cadres aujourd’hui, dont une qui en a fait son activité. On verra.J’ai déjà appris ici: la brasure argent est plus fluide et pénétrante que le bronze, le traitement des tubes à reserver pour la toute fin du process, je pourrais me fournir un bon marbre avant de me lancer dans un JIG…
Je progresse -
Pendant la soudure, les tubes peuvent s’oxyder là où ils ne sont pas protégés par le flux. D’où l’interet de bien mettre du flux. Ensuite, il est très important de bien nettoyer l’interieur des tubes, car plus c’est propre moins ca s’oxyde.
Je ne mets de la protection à l’intérieur du cadre que lorsque celui ci est completement terminé, peinture inclue. En effet, les framesaver et autres protections contiennent des produits qui ne sont certainement pas compatibles avec la chaleur du chalumeau, et même peut être pas avec le four de l’émailleur. Donc c’est à réserver vraiment pour la fin.
bonjour,
et il ne faut pas oublier que le “flux” est un acide. Il serait dommage d’en laisser trainer à l’intérieur de nos beaux vélos en tube de qcques 1/10ème…. d’où l’“obsession” des cadreurs de tremper les cadres dans un bain. Il faut aussi penser à laisser les tubes bien “communiquant” entre eux, non seulement pour la soudure, mais aussi pour l’évacuation de l’eau de trempage.
A+
-
@masterpiou, j’ai fait le stage chez tom, c’etait très bien mais si je devait le refaire, je lui demanderais de le faire avec un outillage moindre, car il est mieux équipé que la plupart de nous.
Si tu y vas n’hésite pas à lui demander d’être dans les conditions qui te semble plausible pour chez toi. Si tu n’a pas de fraiseuse fais les grugage avec un template papier et scie puis lime, sinon arrivé chez toi tu sera tout perdu.
Idem pour le TIG, j’ai voulu faire TIG et soudo-brasure pour mon cadre, mais je n’ai qu’n poste oxy du coup l’apprentissage du TIG ne me sert pas pour le moment chez moi et je n’ai fais que très peu de brasure alors que je pourrais le faire chez moi.
-
@masterpiou, j’ai fait le stage chez tom, c’etait très bien mais si je devait le refaire, je lui demanderais de le faire avec un outillage moindre, car il est mieux équipé que la plupart de nous.
Si tu y vas n’hésite pas à lui demander d’être dans les conditions qui te semble plausible pour chez toi. Si tu n’a pas de fraiseuse fais les grugage avec un template papier et scie puis lime, sinon arrivé chez toi tu sera tout perdu.
Idem pour le TIG, j’ai voulu faire TIG et soudo-brasure pour mon cadre, mais je n’ai qu’n poste oxy du coup l’apprentissage du TIG ne me sert pas pour le moment chez moi et je n’ai fais que très peu de brasure alors que je pourrais le faire chez moi.
Michael, je crois que tu mets le doigt sur plein de points très pertinents, en particulier en matière d’outillage et de temps passé en stage. Le biais induit par ces stages, en particulier ceux de courte durée, c’est qu’ils reposent beaucoup sur le matos qu’on met à disposition des stagiaires : fraiseuses, gabarits, jigs, etc… On en arrive à fabriquer un vélo en étant complètement assisté de A à Z, et quand on revient dans notre garage, on est à poil. A moins évidement d’investir 25K€ pour reproduire l’atelier du cadreur. Et en faisant ça, on ne fait que se reposer sur les outils et on n’essaye pas de se construire une expérience basée sur l’expérimentation lente.
Un stage de 5 jours chez OTM va permettre de voir comment ça se passe, avec des moyens permettant de faire un cadre en 5 jours (fraiseuses, jigs, etc…). Je ne remet pas en question le travail d’OtM, je dis juste qu’il ne faut pas s’attendre à repartir et à pouvoir refaire ce qui a été fait aussi directement. Même après 11 jours de stage chez Bohemian Cycles, j’ai du tout reprendre à zéro. Aujourd’hui, je commence juste à bien comprendre comment la brasure coule dans un raccord, et comment ne pas engorger les bords de raccords. Je suis toujours à mille lieux de savoir faire un beau congé de soudobrasage, et je suis à peine en train de comprendre quelle doit être la séquence de brasage d’un triangle avant pour contrôler la distorsion. Dernier exemple, je commence juste à être potable avec une lime. Tous ces points, qui sont absolument fondamentaux pour faire un cadre correct, seront évoqués par OtM lors du stage, car il les maitrise naturellemet après un grand nombre de tubes qui sont passés dans ses mains (et certinement un grand nombre d’erreurs pendant un certain temps)
Ces stages, c’est donc super, mais il ne faut pas en revenir et se mettre à acheter une fraiseuse, un jig et des gabarits, et à vouloir faire des cadres en inox ou en life. Il faut en revenir conscient de certaines techniques, et se mettre à bosser avec :
- 1 (très) bon étau
- Des (très) bonnes limes
- Des blocs pour tubes
Avec ca, on peut commencer à gruger des tubes pas trop fins jusqu’à ce que ca tombe parfaitement, en utilisant des gabarits papier - un poste oxy acetylene
- des manchons de 1mm
Avec ca, on peut commencer à faire des soudo brasures avec du bronze, et à braser à l’argent des manchons - un marbre et de l’astuce (ainsi que des pièces de maintien tournées par vous si vous avez accès à un tour, ou bien par des usineurs qui sont assez facile à trouver, ici ou sur usinages.com)
Avec ca, on peut faire ses premiers cadres, chaque étape nécessairement un peu longue par manque de matos permettant de comprendre exactement ce qu’il se passe et ce qu’il faut améliorer.
J’ai l’impression de faire un peu vieux con en disant tout ça, mais je suis persuadé que c’est comme ça qu’on peut progresser si on n’a pas un instructeur qui regarde ce que l’on fait par dessus l’épaule.
-
+1
-
Question bete: les supports de tubes que tu poses sur ton marbre, tu les as acheté/recupéré ou ?
-
tu parles de ça ?
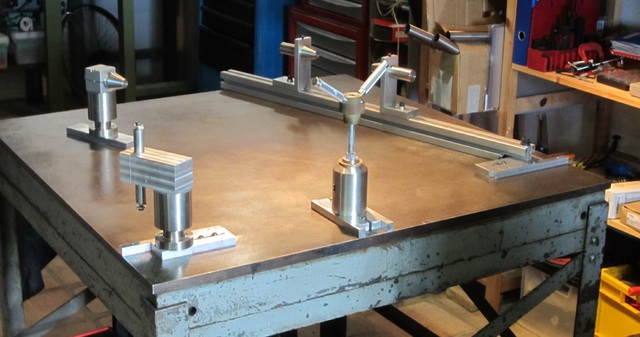
c’est fait à partir de plaques d’alu pour les supports et d’inox pour toutes les pièces cylindriques ou coniques. C’est un usineur que j’avais contacté sur le site de usinages.com qui m’avait tourné toutes les pieces, car les dimensions étaient trop importantes pour mon petit Maximat. Pour toutes les autres pièces, j’avais fait ca avec ma perceuse principalement
-
pardon je parlais de ca
les deux supports en dessous du tube -
ce sont des vé de positionnement que tu peux trouver chez RC-Machines ou autre Otelo (pour beaucoup plus cher)
http://www.rc-machines.com/fr/serrage/prismes -
et on continue doucement avec le grugeage. Pour ça, plusieurs méthodes : à l’oeil (après 200 cadres, il parait que ca marche bien
), avec des gabarits papier (ca marche pas mal du tout) et les limes, avec une scie cloche (limité à quelques diamètres cependant). Depuis quelques temps, compte tenu de la nécessité de faire des grugeages très précis pour un tout soudo-brasé, je me suis fait une grugeuse à bande à partir de profilés, de paliers du commerce et d’un vieux moteur triphasé :
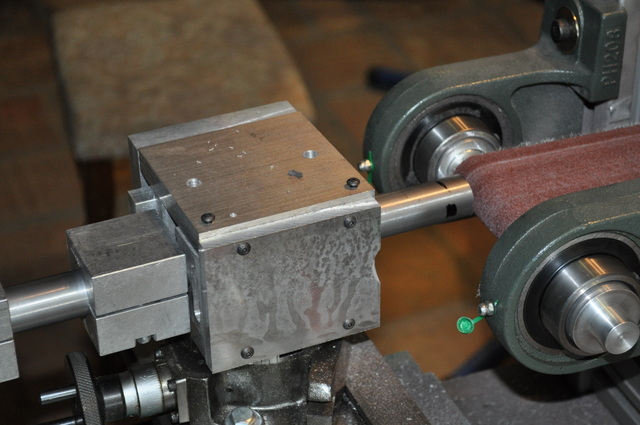
Ca donne de bons résultats, ce qui facilitera le soudo brasage en minimisant les distorsions :

en revanche, coté tube de selle, il est possible que j’ai à me battre contre les coulées de brasure argent quand je viendrai combler tout ça avec le bronze. On verra bien….

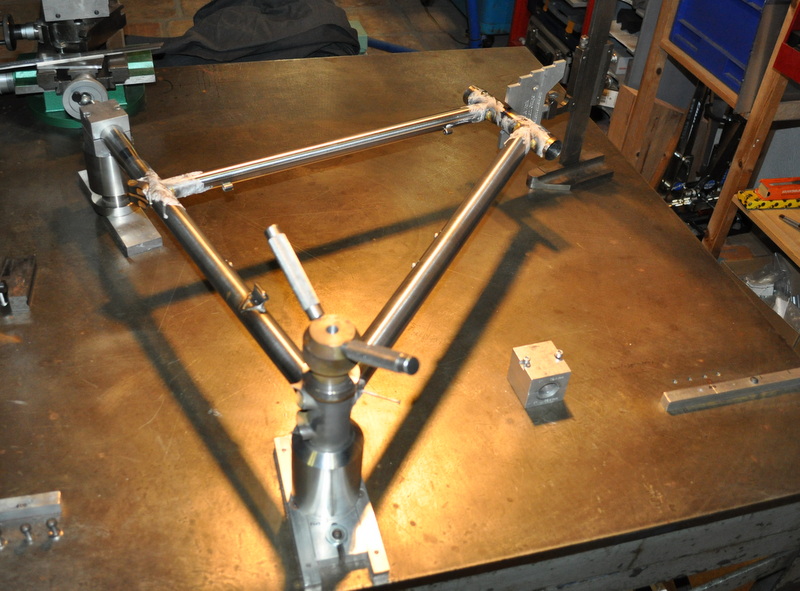
Le tout monté dans le jig, qui ne servira qu’a pointer les tubes. Mais avant ça, gros nettoyage et brasage des portes bidons et autres arrêts de gaine.
A bientôt… -
Si à l’occasion tu peux détailler ta machine ici, ce serait top !
http://veloartisanal.fr/viewforum.php?f=20En effet, ca parait compliqué de braser au cuivre sans titiller l’argent…
-
En effet, ca parait compliqué de braser au cuivre sans titiller l’argent…
question de doigté
. Au pire, l’argent va se barrer vers le haut du tube et sera remplacé par le bronze. et sur la face arrière du raccord, pas de risque, c’est suffisamment loin.J’irai mettre une description de la grugeuse dans le forum adéquat. Il faut que je fasse des photos pour que ce soit à peu près clair.
-
Et c’est parti pour un après-midi de chalumeau. Je vais essayer de détailler au mieux les différentes étapes que je suis afin de finir avec un triangle avant droit.
J’ai d’abord brasé les portes bidons sur le tube oblique, et les arrêts de gaine sur le transversal, c’est bien mieux pour les contraintes internes de le faire avant le brasage du triangle. Ensuite, gros nettoyage interne externe, avec toile et essence F. Je remonte le tout dans le jig après avoir mis du flux à l’intérieur des tubes. Puis une petite couche de flux autour de chaque assemblage.
Pour le pointages, une petite flamme oxydante (avec un excès d’oxygène, un seul cône) que je concentre uniquement dans le plan du cadre, au dessus et en dessous de chaque jonction de tube. Le top du pointage en brasage bronze, c’est quand on arrive à faire un mini filet bien pénétrant, comme sur le tube oblique (je n’y arrive pas à tous les coups, mais là je peux faire le malin).


A partir de là, je ne reviendrai plus sur le jig pour le triangle avant (quand je vous dit que ça ne sert à rien, ces jigs
)A cette étape, mon triangle est pointé dans le plan du cadre, en dessous et en dessus des jonctions, SAUF au niveau du boitier, où le tube oblique est simplement retenu par un clou. A noter que j’ai mis du flux argent dans cet assemblage, qui reste (presque) libre jusqu’à maintenant afin de faciliter d’éventuelles corrections au cours des différentes phases à venir.
Le triangle part sur le marbre (ah, ce marbre, c’est vraiment indispensable…) pour vérifier 2 choses : d’abord que le tube de direction est à la même hauteur que le tube de selle, puis que le tube de direction est dans le même plan que le même tube de selle. Pour vérifier ces points, il faut poser le cadre sur le marbre, boitier bien bloqué dans le post, tube de selle bien horizontal (et à ce point, si on a bien fait l’assemblage Boitier/tube selle, il ne doit pas y avoir de souci).
On vérifie alors que le tube de direction est à la bonne hauteur. J’ai un gabarit tout simple pour ça, qui me permet aussi de vérifier les autres écartements . Ce gabarit est monté sur un vieux trusquin, qui est avec le marbre un outil indispensable dans l’atelier (vive leboncoin !!!)
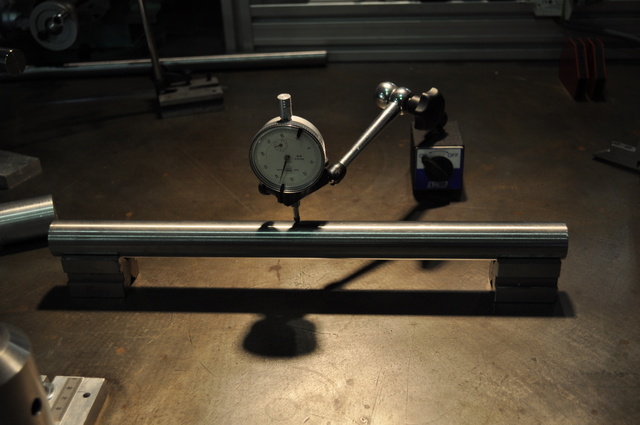
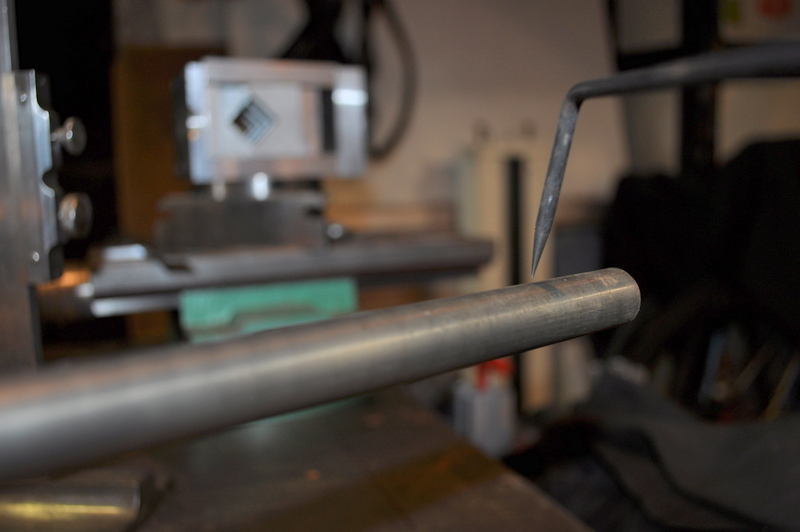
Ensuite, et c’est là que ca devient pointu, on vérifie que le cadre n’est pas vrillé. Cette vérification est parfois faite par certains cadreurs juste au niveau du tube de direction avec un trusquin. Or, cette méthode est bien loin de donner des bons résultats, car le tube est trop court pour donner quelque chose de précis, et qu’il n’y a aucune raison que l’extérieur du tube soit bien cylindrique (déformations d’origine, déformations thermiques). Il faut en fait faire la mesure à partir de l’intérieur du tube, idéalement après avoir mis un coup d’alésage, et à une distance suffisamment importante pour que la mesure soit représentative.
Pour cette mesure, j’utilise 2 cônes et une tige de 16mm de diamètre et de 1.20m de long. Les cônes sont des pièces de remplacement de chez Cyclus tools, qu’on peut trouver chez Rose bikes. On peut aussi les tourner, mais ceux de Cyclus sont en inox bien dur, et bien alésés à 16 mm.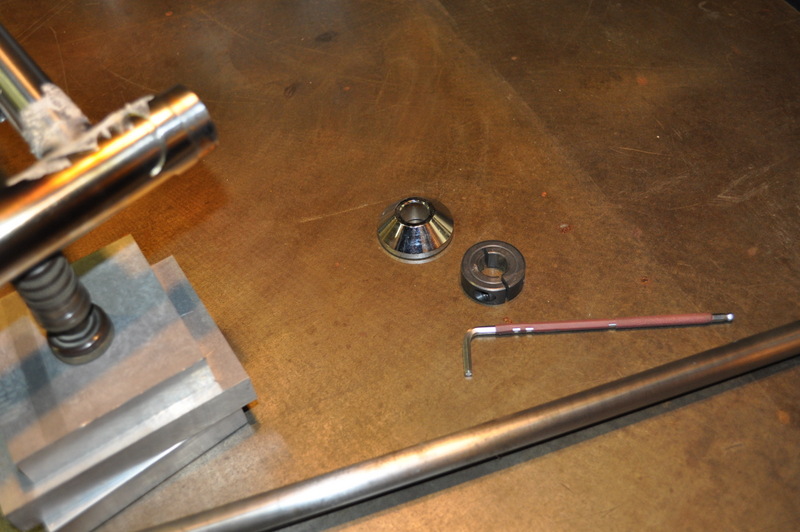

Un cadre est bien droit quand le trusquin, à 1m de portée, affiche moins de 1mm de différence entre chaque extrémité. C’est du moins le critère que s’appliquent les meilleurs cadreurs. Pour info, mon vélo de route que j’utilise beaucoup a une déflection de 7mm à 1m, et c’est imperceptible en utilisation. Cependant, cette marge de 1mm à 1m est à mon avis ce qu’on doit viser pour un cadre de grande qualité. Si ca vous amuse, mettez un cadre industriel sur le marbre, vous serez surpris par les déflections

Dans le cas présent, le cadre pointé est bien droit, ce qui est certainement dû à :
- des grugeages bien précis (merci la grugeuse)
- un jig pas trop tordu (normal, j l’ai assemblé sur le marbre)
- une maitrise parfaite du chalumeau lors du pointage (euh….)
- de la chance (ca, c’est bien possible).
Donc on a un cadre pointé bien droit qu’il faut maintenant braser. Je vais commencé par braser le tube de direction. Une nouvelle petite couche de flux (fine), et hop le chalumeau. Après avoir beaucoup expérimenté sur des tubes d’essai, la méthode que j’ai retenu pour le séquençage du soudo brasage (il faut travailler par quadrants pour éviter les déformations lors de l’application du cordon de brasage), c’est : 3h-12h, 9h-6h, 3h-6h, et enfin 9h-12h. Et évidemment, il est conseillé de mettre le cadre dans un porte vélo bien articulé afin d’avoir toujours le bon accès à l’assemblage qu’on es en train de braser.


Le tube de direction étant brasé sur le transversal et l’oblique, retour sur le marbre pour vérifier la déformation. Ici , ca a bougé de 1.3 mm (à plus de 1m). que je rattrape facilement, car à ce point le transversal est juste pointé sur le tube de selle, et l’oblique est presque libre dans le boitier.
-
Je brase alors le transversal sur le tube de selle, et retour sur le marbre pour vérifier l’alignement. Si c’est ok, je pointe alors l’oblique sur le boitier (sinon, j’aurai encore pu redresser un petit peu avant. juste un peu cependant):

Je peux maintenant braser complètement le boitier (à l’argent ici), et bien entendu à vérifier que j’ai une bonne pénétration :


Il va falloir maintenant nettoyer, limer, polir … mais ce sera pour une autre fois.
Au fait, le soudo brasage du transversal sur le tube de selle n’a pas tout fait partir l’argent du raccord :

-
cela a deja été dit mais chapeau…
Je crois que tu es le bon exemple pour montrer qu’il ne faut rien laisser au hasard (contrairement à moi qui ait tout laissé au hasard…)Tous tes cadres sont avec manchons ? si oui pourquoi ? (et si non, pourquoi ?)
-
très didactique, bravo, merci.
Quand tu parles de redresser, c’est du au fait que le boitier et le HT et ST ne sont pas encore très souder.
Tu fais donc bouger ces tubes entre eux pour remettre le cadre droit ?