Mon premier... en gestation
-
@alexP33 y’a pas de raison que ça marche pas…

Fais très attention à tes grugeages : le moindre gap est une occasion pour la jonction de bouger -
Pour le grugeage j’ai l’impression d’être plutôt bien ( ne pas se fier à la photo ou le tube n’a pas été mis en contact avec le HT). Je serai vigilent.
Quand tu chauffes, du coup tu commences par mettre en température tout le tube ? Pour les tubes fins comment fais tu car la chaleur se dicipe assez vite. Tu prends le temps pendant le brassage de réchauffer un peu tout pour que ça reste uniforme ?
-
Je vais ajouter mon grain de sel…
-Pas besoin de faire un pâté de flux mais ne pas hésiter à aller plus loin sur le tube en étalant, entre 5 et 10cm.ça protège de partout, ça permet de voir un peu jusqu’à où la chaleur se propage si le flux change d’aspect et c’est facile à enlever a l’eau.-
pour la chauffe je pense que ça a été dit avant mais ma méthode c’est que je chauffe l’ensemble de la jonction,en commençant par l’opposé du joint avec une grosse flamme, genre le dessous du boîtier ou l’avant du tube de direction…quand je dit chauffe c’est pas tiède…mais pas au rouge non plus. J’utilise de roulements qui se monte directement dans leurs logements pour les standards bmx et jamais eux de soucis pour en rentrer un.
-
quand tu perces tes évents dans les tubes, pense bien à les ébavurer interieur/extérieur ,ça peu être bête mais c’est une concentration de contrainte
Bonne continuation
-
-
@flav-ccw merci. Pour le flux je suis un peu bloqué car celui livre par ceeway est en poudre.
Sinon j’ai suivi vos conseils en chauffant bien à l’opposé et c’est nickel. C’était sur un tube fin donc il a fallu réchauffer de temps en temps mais le résultat est la.
Fini les brouillons… j’attaque le modèle “0”.
-
Il n’y a donc plus qu’à !
")
-
@alexP33 Si je me souviens bien, le flux ceeway en poudre se dilue dans de l’eau (chaude ?), ça devient une pâte plus ou moins liquide que tu peux appliquer comme bon te semble.
-
@RoPP Ca serait une bonne nouvelle. J’ai cherché si il fallait le préparer sans succès. Je vais recommencer car tremper la baguette dans la poudre c’est vraiment pas top, j’en prends peu et du coup il n’y a aucun intérêt par rapport à des baguettes enrobées.
-
@christo a dit dans Mon premier... en gestation :
Fais très attention à tes grugeages : le moindre gap est une occasion pour la jonction de bouger
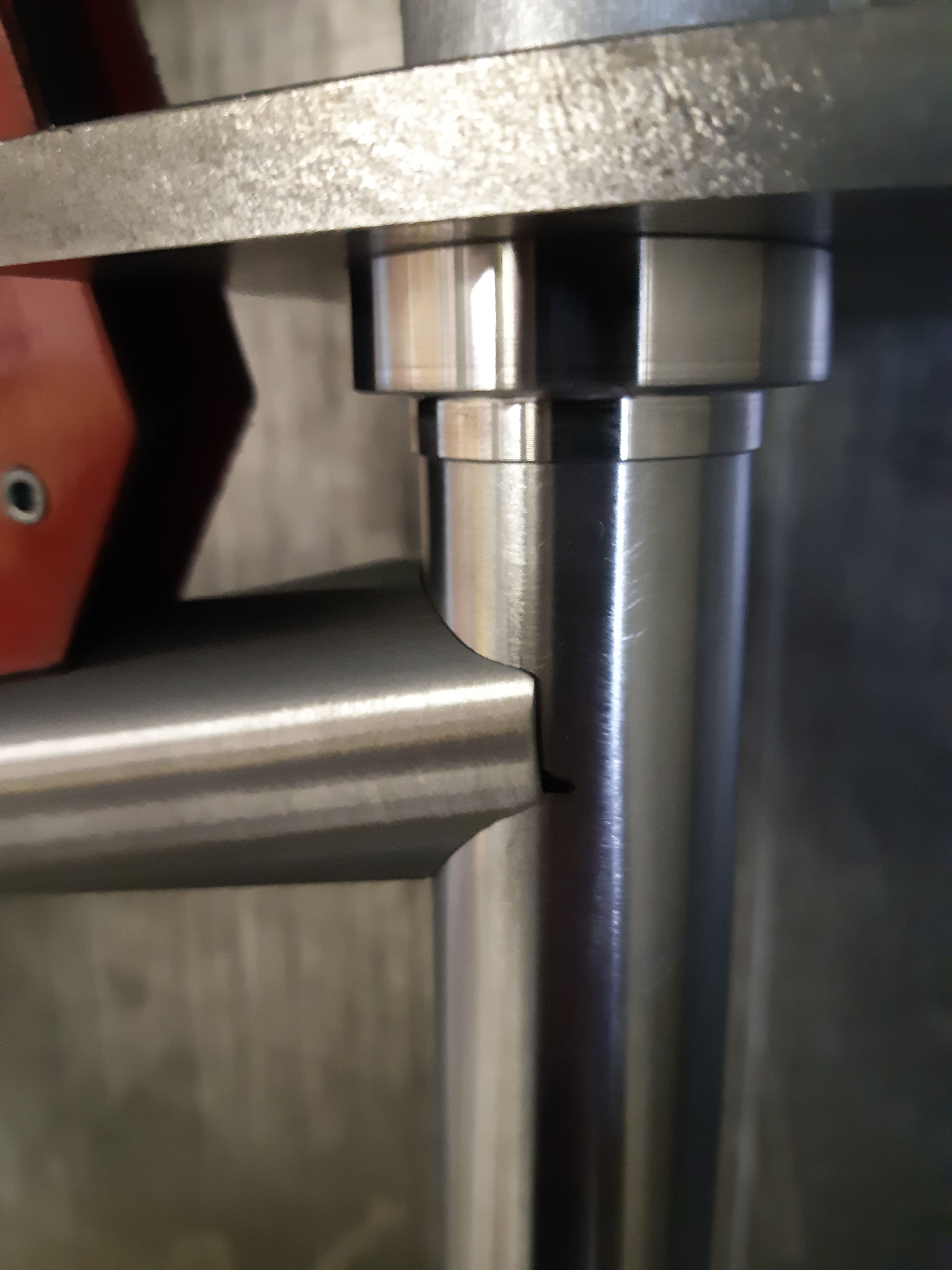
Je te sollicite encore. T’en penses quoi ? Il y a la jonction HT / TT qui est perfectible mais j’ai bien galéré j’ai peur de faire pire.


-
@alexP33 En supposant que tu ai pris du SIF Silver Solder Flux Powder
-> https://www.weldability-sif.com/media/pdfs/info/FO380050.pdf -
@RoPP merci. Peter m’a conseillé le cycling design donc c’est ce que j’ai pris.
Je vais essayer sur une petite quantité je verrai bien.
-
Alex, ils sont jolis tes grugeages. Quand il reste un gap malgré tout, commence à braser à l’opposé.
Le cycle design usa est très bien, c’est ce que j’utilise depuis toujours. Il faut juste le maintenir très propre, c’est à dire ne pas aller mettre des cochonneries dedans lors de l’utilisation. Moi je transfère ce dont j’ai besoin dans un autre pot et je referme vite le pot d’origine pour ne pas le contaminer. Si il faut mettre de l’eau pour le diluer un peu, je prends de l’eau distillée.
Et enfin, il faut bien touiller, il semble que quand un pot sèche un peu, les composés actifs descendent au fond du pot…
tous ces détails ont l’air bénins mais en fait ils sont très importants et m’ont été bien spécifiés par un de leur distributeur aux USPas de gros pâté pour la soudo brasure etain, plutôt une couche fine bien homogène (a l’opposé de la brasure argent où là il faut en mettre un wagon)
-
Ce qui devait arriver… arriva.
J’ai soudé le triangle avant. J’ai suivi les recommandations : chauffer à l’opposé des jonctions, l’ordre d’assemblage, etc… Avant d’attaquer la jonction DT / BB tout rentrait encore dans le jig. Il y avait un petit jeu alors que j’avais pris soin de bien le plaquer lors du pointage du HT/DT. Pas grand chose mais un peu. J’ai pointé, soudé et maintenant que tout est froid comme @Steinman je crois j’ai le bas du HT qui a reculé ! sans doute pas beaucoup, mais la face ne se plaque plus sur le jig.
Je suis dégouté. Dans le plan tout à l’air bon si ça a bougé de 5/10 ça doit être le bout du monde par contre le HT !!! passez moi l’expression mais j’en ai chié. J’avais mis des puis de chaleur, ça a été super compliqué de souder au niveau des angles fermés sans doute car derrière il y avait les ronds en acier qui pompaient la chaleur.
Si vous avez des explications pour le prochain je suis preneur car à je suis sec. Est-ce que j’ai voulu souder trop près des extrémité du HT ?
Sinon techniquement à la soudure ça rentre mais c’est encore largement perfectible. Je crois que je mettais trop d’oxygène ce qui “souffle” un peu ma brasure. Ma brasure HT/TT n’était pas top, je suis “satisfait” de la dernière DT/BB.

Au limage là aussi j’apprends encore. Epargner les tubes c’est un art mais maintenant je crois que c’est bon il faut bien partir du centre de la brasure vers les tubes en blocant la course avec un doigt.

Suite au prochain épisode. Il faut que je fasse une coupure car entre les déboires et en parallèle le fait que je ne trouve pas de pièces pour monter le vélo je ne pense plus qu’à ça et les nuits sont courtes. Dommage pour des vacances.
Je sais ce post c’est un peu “ma vie mon oeuvre”, merci de me supporter (à tous les sens du terme).
-
Si tout était parfait des le premier cadre,soit on serait nombreux a en fabriquer, soit on serait passé a autre chose.
Tu as l’air méthodique , tu retiendras tes erreurs pour le prochain. Attaque toi a l’arrière, tu verras c’est pas triste les premieres fois
D’un point de vue technique, je pense que c’est une connerie d’utilisé des puits de chaleur avec un chalumeau…plus longtemps a chauffer ton joint, plus de chaleur accumulé au final, plus de déformation. Contrairement à une soudure TiG qui est puissante des le début.
Pour les pièces c’est vraiment le désert en ce moment, mais j’ai accès à un distributeur qui a encore un peu de stock, si tu as des pièces en particulier que tu ne trouves vraiment pas,envoi moi une liste je peux te donner les disponibilités et les prix.
Bon courage pour la continuation -
@alexP33 si ça peut te rassurer mon gravel roule tout de même bien même quand tu connais les imperfections, je n’ai pas de doute pour le tien!
J’ai également l’impression de surchauffer et “cramer” du gaz pour rien avec les puits de chaleurs
-
Quelques nouvelles.
Après inspection un peu plus sereinement, le HT ne semble pas avoir reculé mais s’être raccourci à la jonction avec le DT (de l’ordre de 6/10 quand même !). Du coup ma coupelle de centrage est inclinée ce qui donnait cette impression que le tube avait reculé. Après ressurfaçage du bas du HT il ne devrait pas y avoir trop de mal.
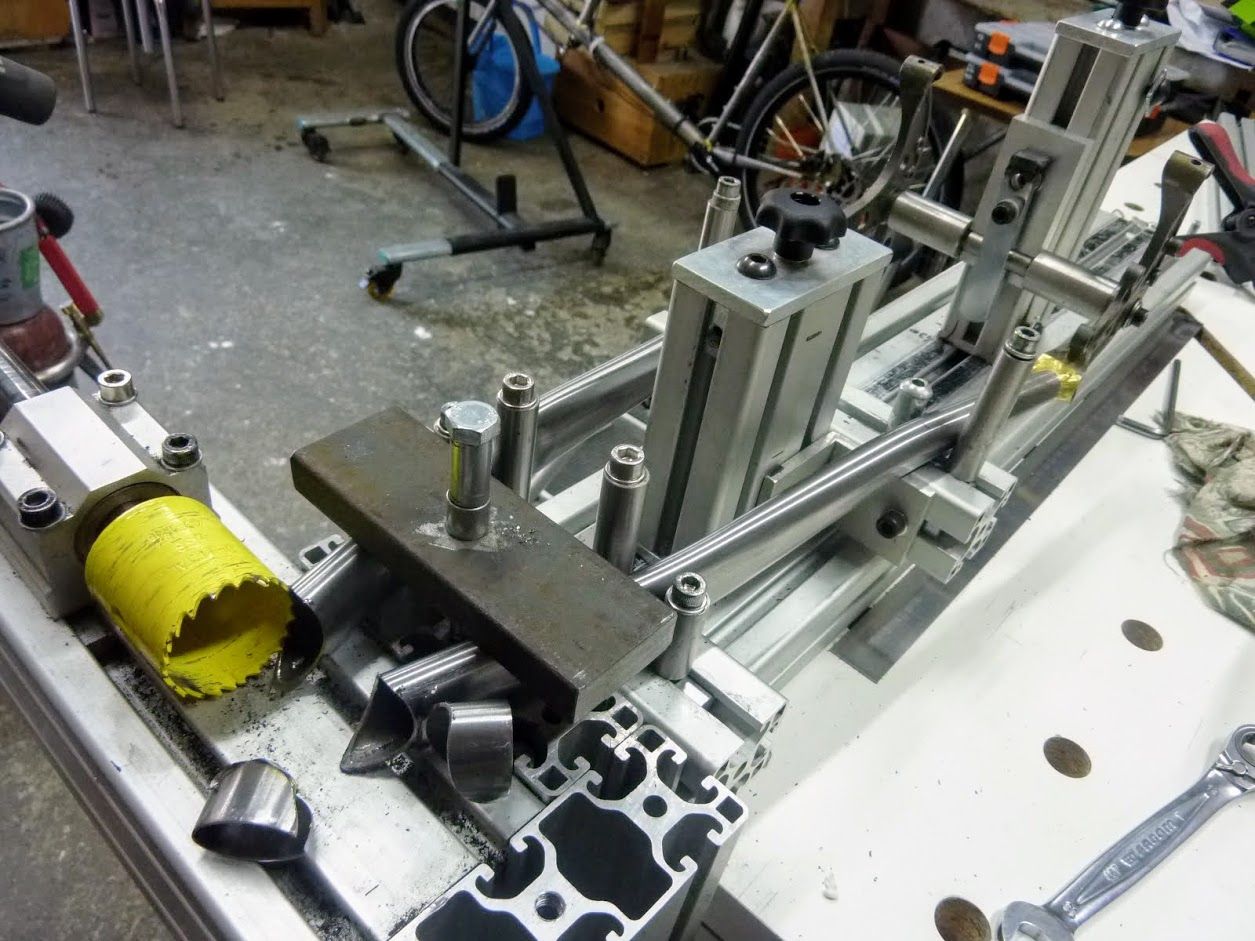
Sinon petit retour sur la préparation des bases. Pour cette première il ne faut pas être pressé ! Avant soudure ça ne se présente pas trop mal et surtout j’ai réussi à “emboutir” pour avoir la place pour le passage du pneu. Comme vous pouvez le voir j’utilise pas mal le bois pour “l’outillage”. J’avais au début un cyclindre de 40 mm de diamètre qui a littéralement explosé à la compression. Heureusement j’avais cette boulle qui ben qu’un peu grosse m’a permis de faire le taff.

J’ai grapillé 3 ou 4mm de chaque coté et à vu d’oeil c’est symétrique.
Si vous avez des conseils pour la soudure des l’arrière je suis preneur. Je pensais procéder comme suit :
- commencer par souder les fixations de roue
- souder les bases sur le BB (je suppose qu’il faut toujours chauffer à l’opposé mais avec le DT et le ST il ne reste plus grand chose à comme place).
- souder les haubans sur les fixations de roue
- finir par les haubans sur le cadre
Dites moi ce que vous en pensez. Il y a un point dur qui est la soudure du support d’étrier de disque. Il risque d’y avoir un peu de déformation de la base, du coup je me demande si il faut le faire une fois tout assemblé ou juste après avoir soudé la fixation de roue.
-
Perso, je fais pointage bases + haubans + pattes.
Je soude les pattes arrières. Il faut plus chauffer la patte que le tube, tu déposes le bronze sur la patte et rempli le demi-disque, puis tu tires le tout à l’intérieur en chauffant le tube (mine de rien il y a pas mal de bronze qui part dans l’opération!), tu refait l’opération 2 fois par demi disque.
Puis bases et enfin haubansN’oublies pas de garder ton axe arrière quand tu sors le cadre du gabarit, ça facilitera l’alignement
")
Tu es en flatmount pour poser cette question ? -
@alexP33 Salut, et merci pour ce documentaire, ça anime le forum
J’aime bien aussi utiliser du bois quand c’est possible, parce que j’en ai qui traîne et que c’est facile à travailler. Bon, parfois, ça exploseConcernant l’arrière, il y a peut-etre de meilleures façons, mais je fais à peu près comme tu le décris :
-pointage des bases sur les pattes dans mon gabarit de pointage/grugage de bases
-soudage ou soudobrasage de bases sur les pattes (hors gabarit)
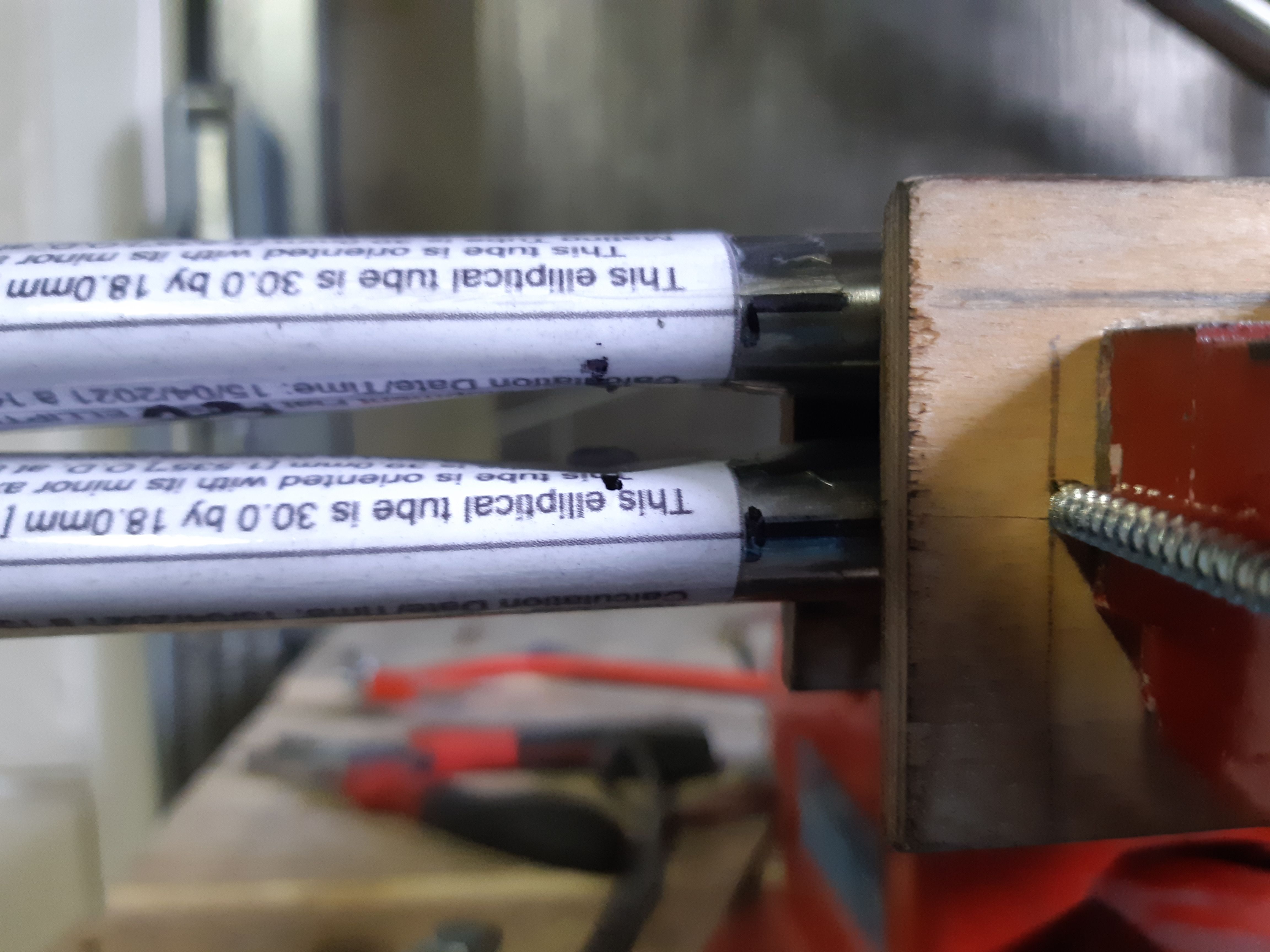
-grugeage des bases (photo ci-dessus)
-bridage dans le gabarit général, pointage
-contrôle/rectif de l’alignement
-soudage bases-BP
-contrôle/rectif de l’alignement
-pointage-soudage du pontet (en chauffant bien l’extérieur des bases, sinon de 135mm tu passes à 120 )
-contrôle/rectif de l’alignement encore, parce qu’une fois les haubans en place, c’est difficile, voire bourrin, de modifier.
-mesure de la longueur pattes-tige de selle, dessin et cintrage des haubans
-grugeage en gabarit (ou à la volée) puis pointage des haubans (avec le faux axe en place) sur les pattes puis le tube de selle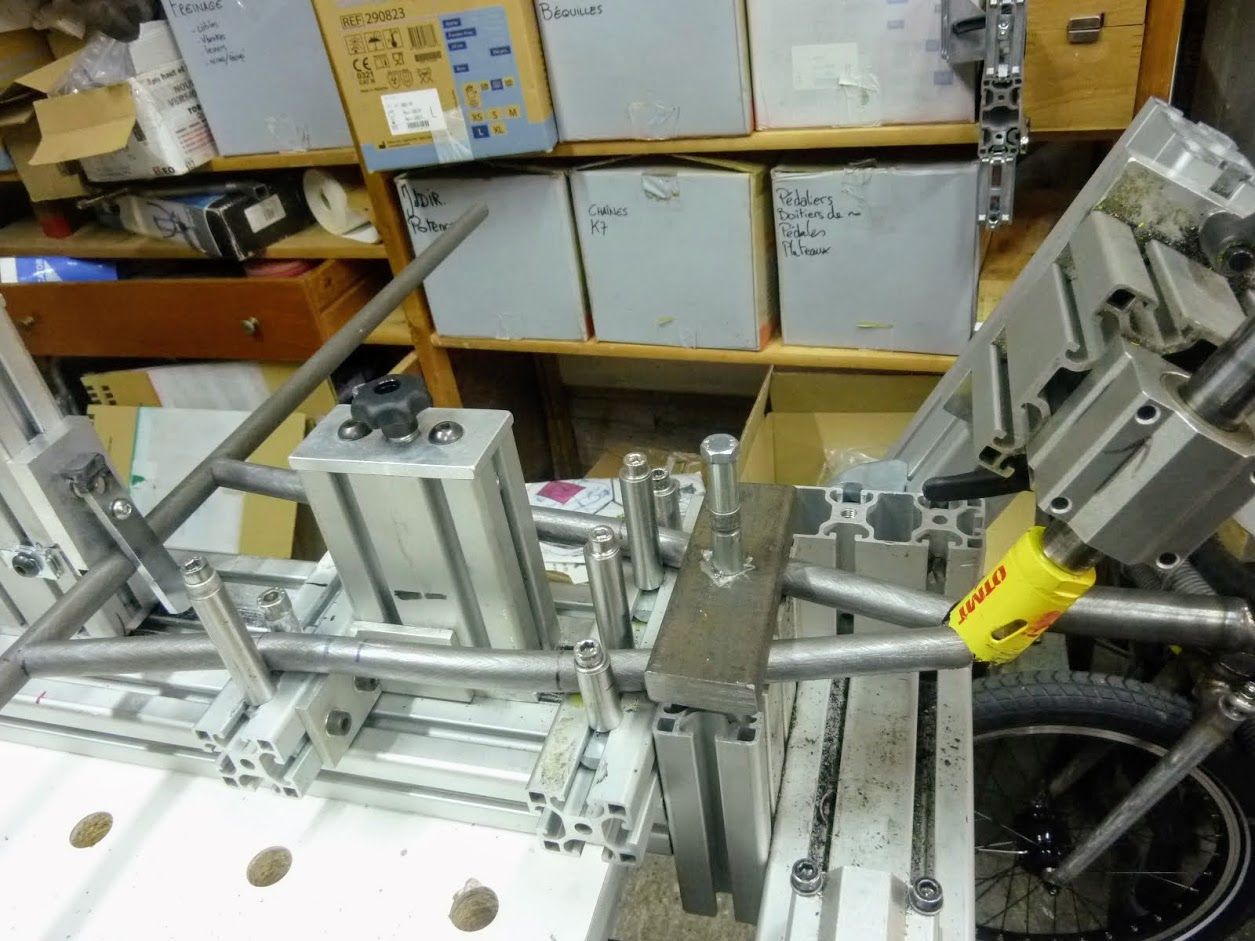
-soudage, contrôle, pointage-soudage du pontet des haubans en chauffant l’extérieur aussi.
-bière en attendant que ça refroidisse
-contrôle, puis en théorie :
-CHAMPAGNE ! (sinon, re-bière, pour noyer le chagrin )! -
On ne voit pas tes photos Tifen (certainement un soucis de droit avec google photo
) -
@Tifen, t’es équipé ! T’es presque de l’échelle semi-industrielle.
@Steinman a dit dans Mon premier... en gestation :
Tu es en flatmount pour poser cette question ?
Oui. Vu que columbus propose une base gauche et la pièce qui va avec j’ai préféré cette solution plutôt qu’un drop-out qui intègre la fixation de l’étrier (ce qui m’aurait pourtant économisé un souci). Comme vous pouvez voir c’est assez massif il va y avoir une belle tartine de brasure.

-
Oui, je commence à être équipé, même si ça mériterait plein d’améliorations
J’avais déjà en vue de me professionnaliser quand j’ai commencé à construire mon outillage.